《冲压工》 | 第五章 冲压模具安装 第二节 冷冲压模具的结构
一、冷冲压模具的组成
每一种冷冲压模具都是一个很完整的独立整体,但其结构由不同功能的零部件所组成。
(1)根据各个零部件的具体作用和要求,冷冲压模具主要由以下两大类零件组成:
①工艺性零件。直接完成冲压工序,即与材料或冲压件发生直接接触的零件,如成形零件(凸模、凹模和凹凸模)、定位零件、压卸零件等。
②结构性零件。在模具中起安装、组合和导向作用的零件。例如,成形零件:上下模座的凹模、凸模固定板等;导向零件:导柱、导套和紧固零件等。虽然冷冲结构较为复杂,但从工作特性来讲,总是分为上模和下模。上模一般固定在压力机(冲床)滑块上,能随滑块一起运动;下模一般固定在压力机(冲床)工作台上。现以冲裁模为例来讨论其结构。
(2)按其零部件在模具中的具体功用,冷冲模由以下4种零件组成:
①工件零件。直接进行冲裁工作的零件,是冲模中最重要的零件。
②定位零件。确定材料或工件在模具中的正确位置的零件,是压、卸料和出件的零件。它起着压位材料或工件的作用,并保证把卡在凸模上和凹模中的废料或制件卸掉或推(顶)出,使冲压工作能够继续进行。
③导向零件。能保证在冲压过程中凹模与凸模之间的间隙均匀,保证模具各部分保持良好的运动状态。
④支承零件。将模具上所有零件固定在特别部位或将模具与压力机连接的零件,它是冲模的基础零件。
上述组成件在冲模中起着各自的作用,在工作中相互配合,保证冲压工作正常进行。
二、冷冲压模具结构示意图
1.冲裁模
冲裁模的结构如图5.20所示。
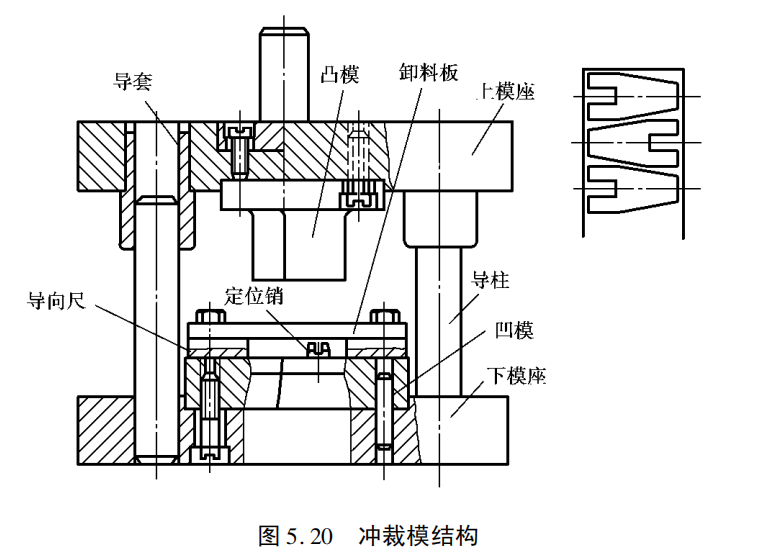
模具工艺性零件主要包括凸模、凹模、卸料板及定位销;结构性零件包括上模座、下模座、导套及导柱等。其凸模是由螺钉直接与上模座固定,而凹模则由螺钉和销钉固定在下模座上。
模具在工作时,条料通过导向尺送进模内,并由定位销定位。当压力机滑块下降时,装在滑块上的上模座、凸模也随之下降,并接触板料,继续下降,凸模与凹模将板料沿封闭的周边切断,而冲下制品零件。待滑块上升时,凸模随之回升,装在导向尺上面的卸料板,将包在凸模上面的条料刮下,而零件制品则从下模座的漏料孔漏下,完成全部冲压过程,材料继续送进,准备第2次冲压成形。
2.弯曲模
弯曲模的结构如图5.21所示。
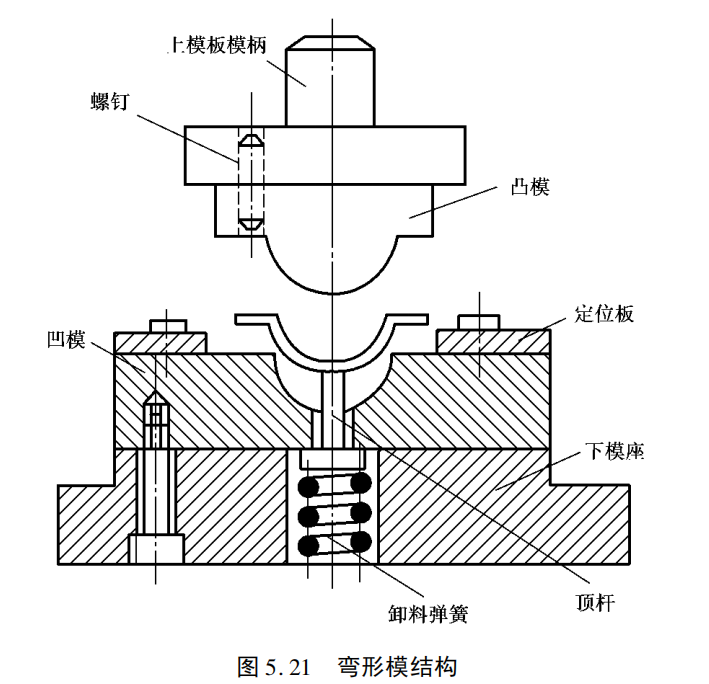
图5.21为一简单U形弯曲模结构。其工作零件凸模直接通过螺钉及销钉固定在上模板模柄上,而凹模固定在下模座上,并有定位板对坯件定位,卸料弹簧及顶杆对制成的零件卸料。
模具在工作时,先将坯料放在定位板内,定准位置,待凸模随压力机滑块下滑时,将坯件压入凹模内,并弯成所需的形状。
待滑块回升时,卸料弹簧回弹,拖动顶杆,将制品弹出模外,完成整个压弯成形工作。
3.拉深模
拉深模的结构如图5.22所示。
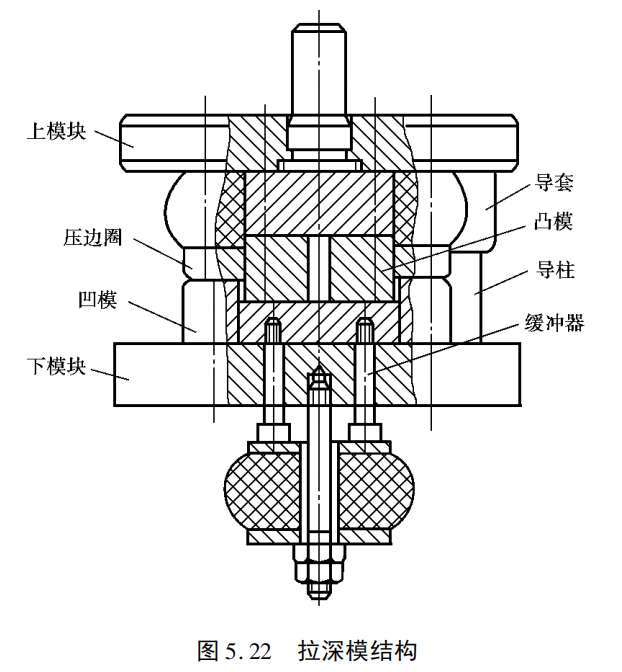
图5.22为带有弹性压边圈的浅盒形拉深模结构。其上模由凸模、压边圆和上模块组成。下模由凹模、下模块和缓冲器组成,并通过导柱和导套导向。
冲模在工作时,将坯料放在凹模及压边圈之间,当凸模在压力机滑块作用下下降时,将坯料压入凹模中,使其受压变形形成所需的零件。当凸模回升时,制品在缓冲器的作用下,将其推出模外,完成整个冲压工作。
4.成形模
成形模的结构如图5.23所示。
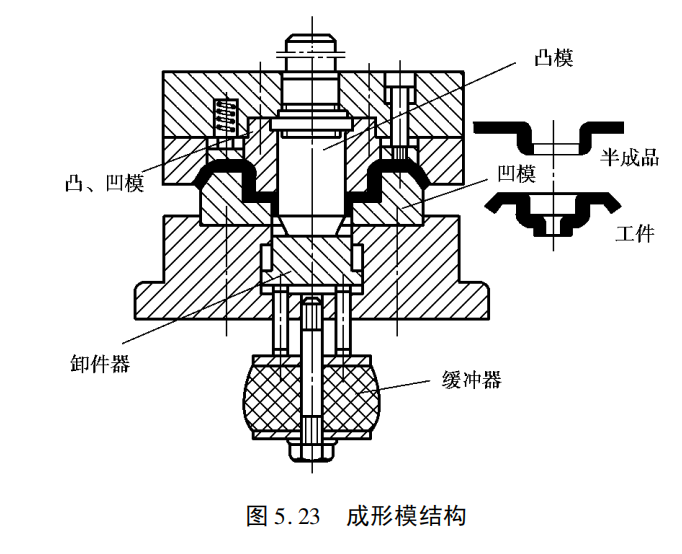
图5.23为一种内外缘翻边的成形复合模结构。其上模由凸模、凸凹模及模块组成,下模由凹模、缓冲器及装在下模块上的卸件器组成。坯件由凸模与凹凸模的作用,做内孔翻边,而凹凸模作为凸模与凹模的作用,对坯料又做外圆翻边,翻边后的零件制品由缓冲器推动顶件器而卸下。
三、典型冷冲模结构
1.单工序冲裁模
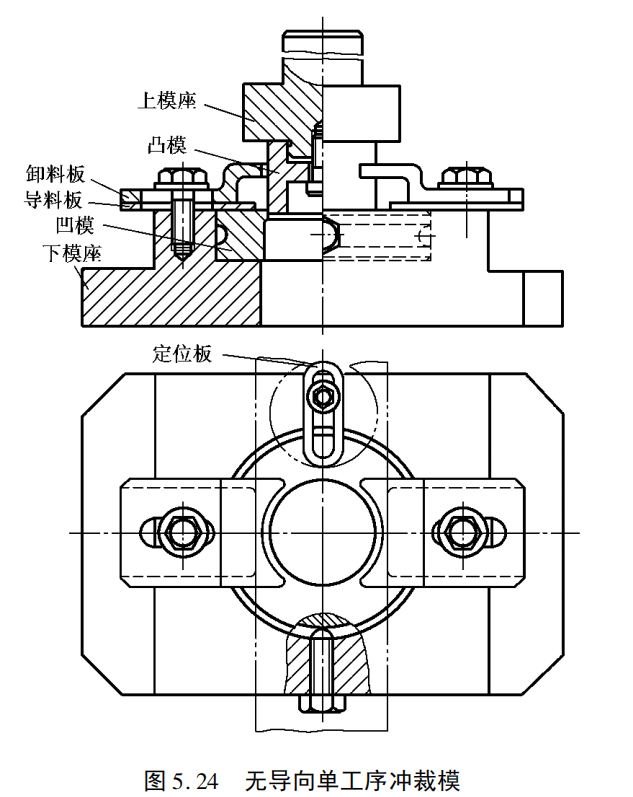
(1)无导向单工序冲裁模(简单冲裁模)。如图5.24所示。
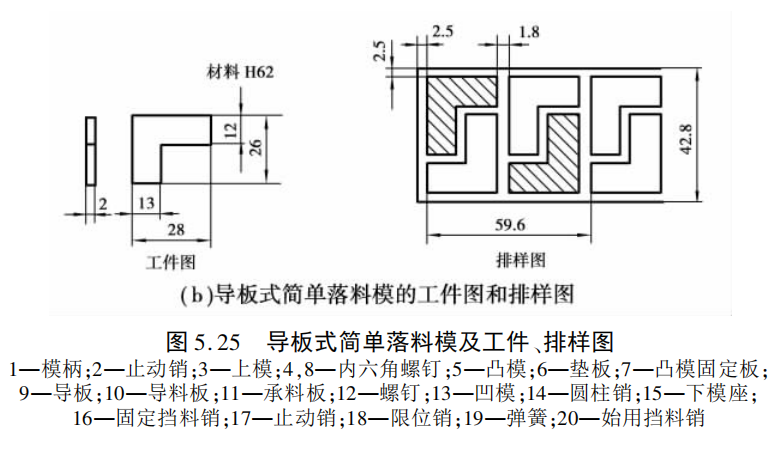
(2)导板式单工序冲裁模。常见的导板式单工序冲裁模有:导板式简单落料模,见图5.25(a),其工件图和排样图如图5.25(b)所示;侧面冲孔模,见图5.26(a),其工件图如图5.26(b)所示。
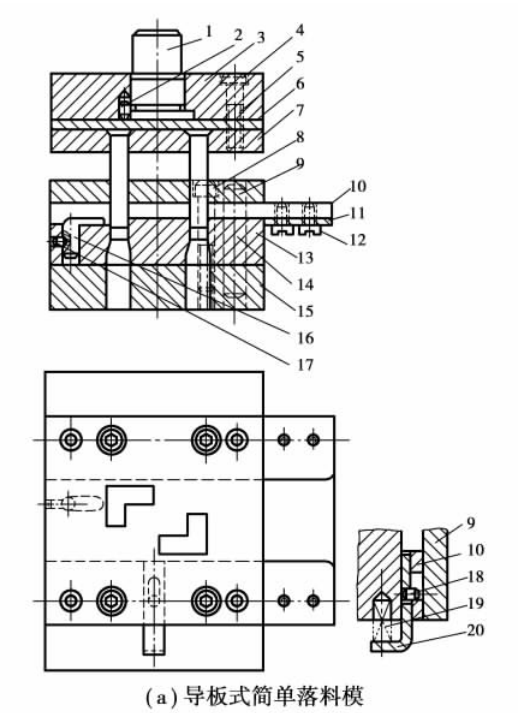
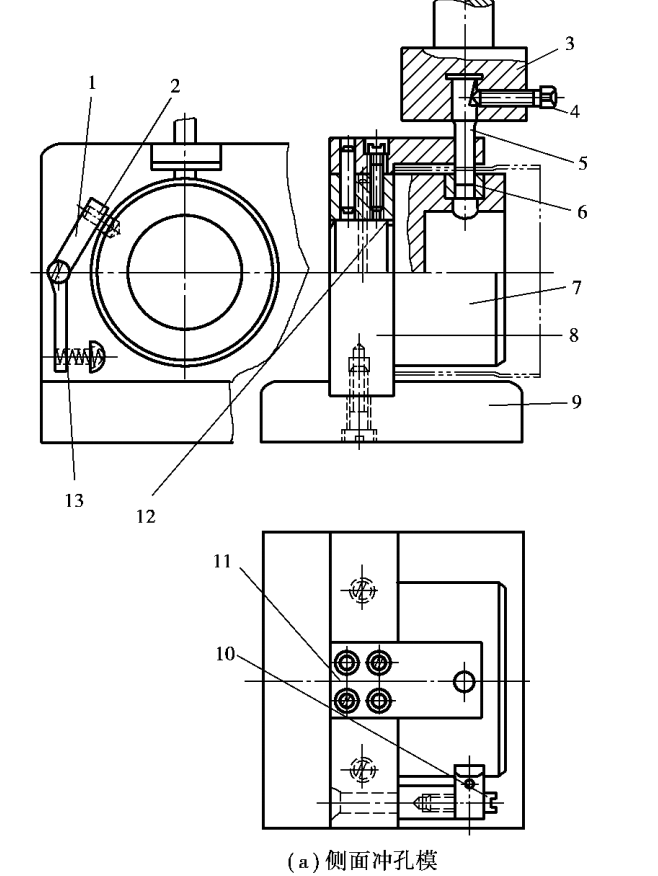
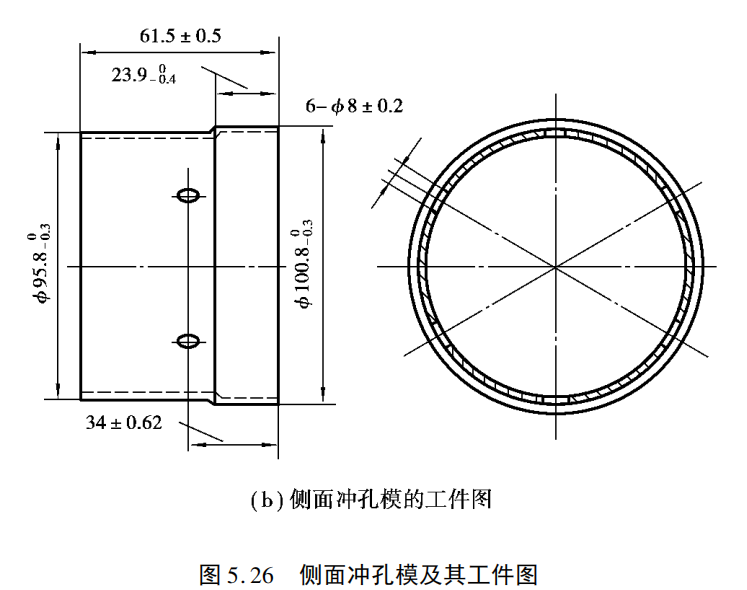
上述两种模具均无导柱和导管,习惯上把它们称为敞式模。
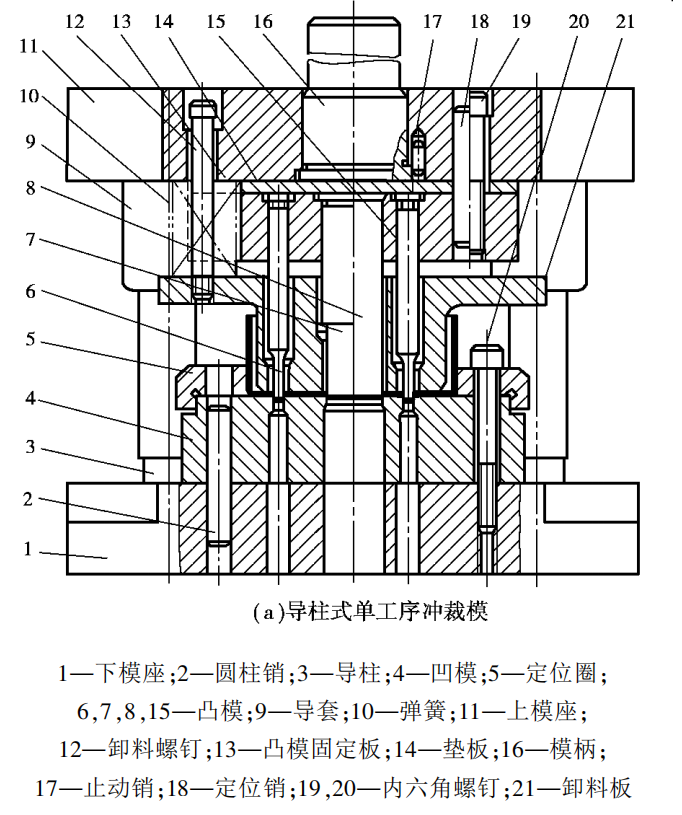
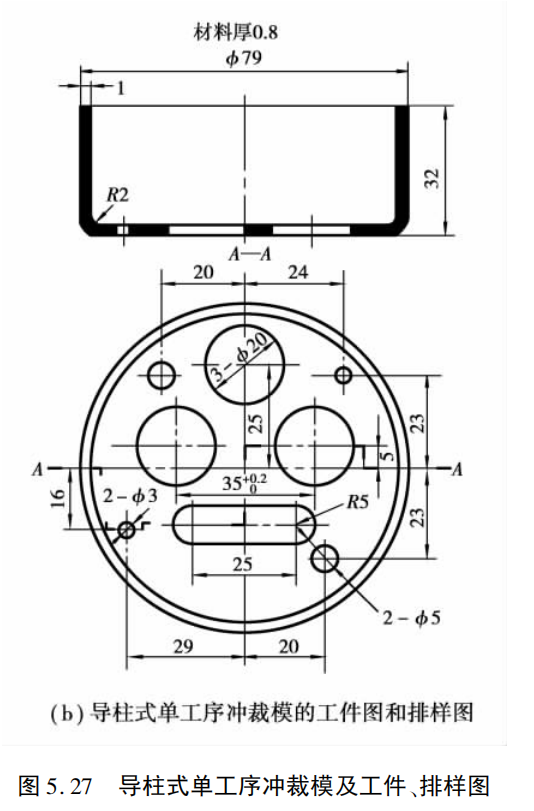
(3)导柱式单工序冲裁模。如图5.27(a)所示,其工件图和排样图,如图5.27(b)所示。
2.级进模
级进模是一种多工位、高效率的冲模。根据实际需要在一副模具上按一定顺序(级进模中称为工位)进行连续冲压,不但能完成冲裁工序,还可以完成成形甚至装配工序,使高速自动冲压变成可能。
(1)固定销或导正销定位级进模。如图5.28(a)所示,其工件图和排样图如图5.28(b)所示。
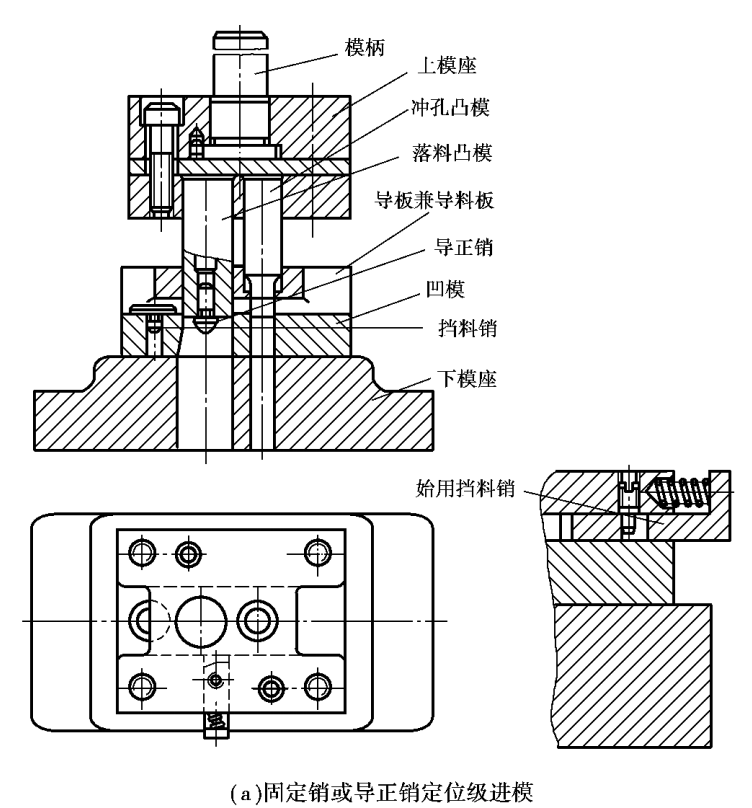
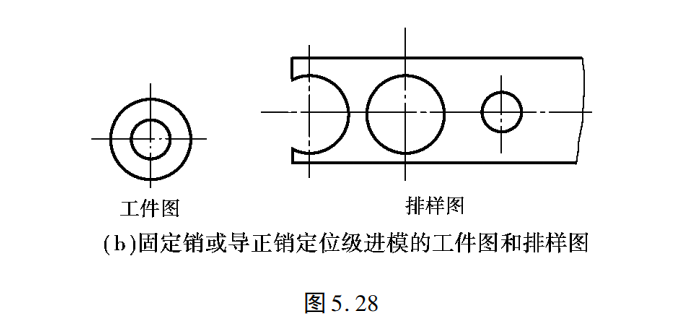
它是一种加工垫圈的模具,可将冲孔、落料两道工序在一副模具上完成。
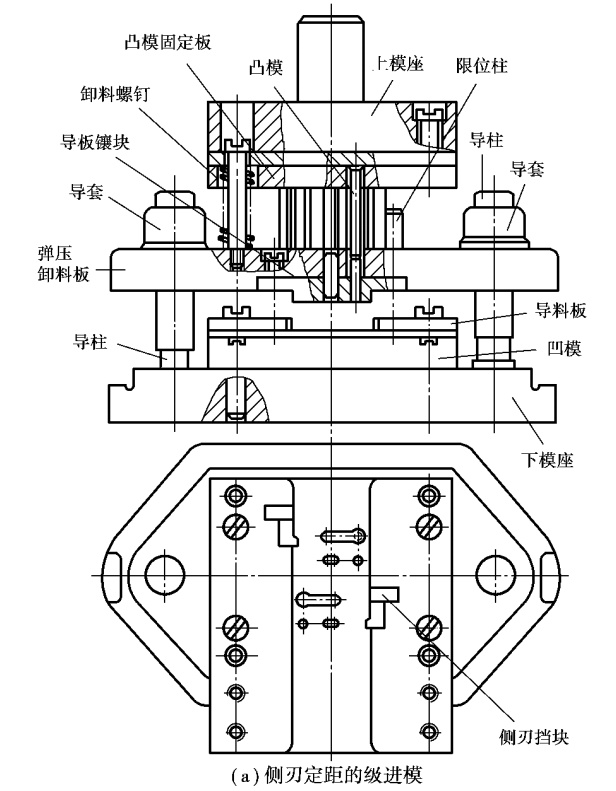
(2)侧刃定距的级进模。如图5.29(a)所示,其工件图和排样图如图5.29(b)所示。
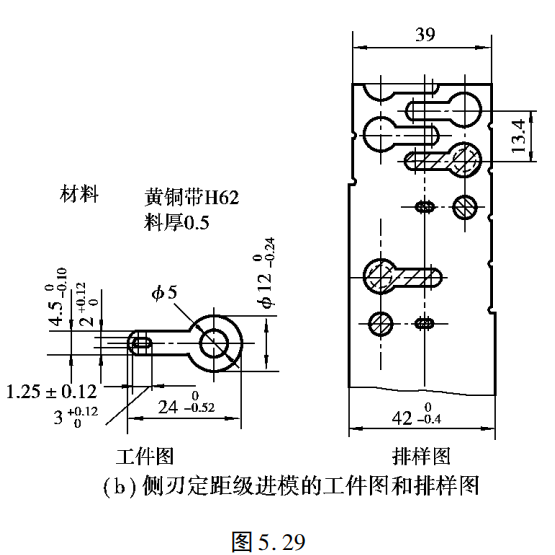
级进模比单工序冲裁模生产率高,减少了模具和设备的数量,工件精度高,便于操作和实现生产自动化。对于特别复杂或孔距较小的冲压件,当用简单模或复合模冲制有困难时,可用级进模逐步冲击。它特别适合大批量生产。
3.复合模
复合模是一道多工序的冲模,它的主要结构特征是两工序一次冲压完成,其中有一-零件具有两种功能,它既是凸模又是凹模。根据零件在模具中安装位置的不同,复合模可分为正装式和倒装式。
(1)正装式复合模。它的凸凹模装在上模,如图5.30( a)所示。其工件图和排样图如图5.30(b)所示。工作时,板料以导料销和挡料销定位。
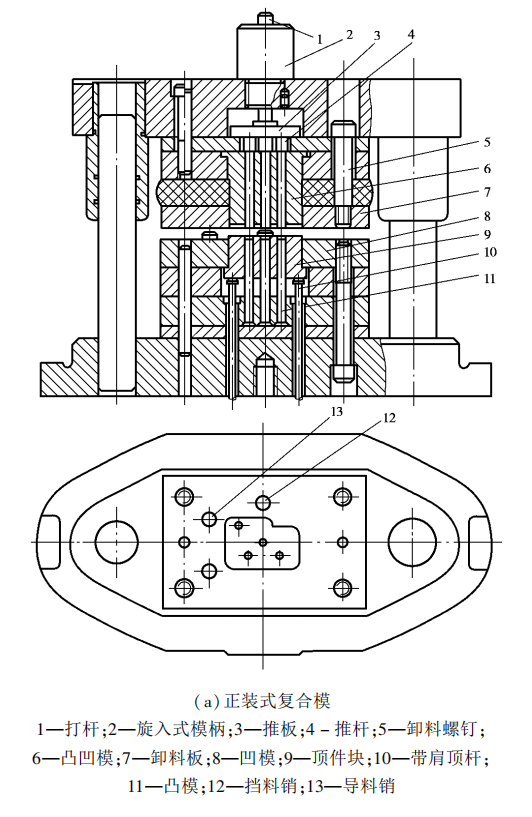
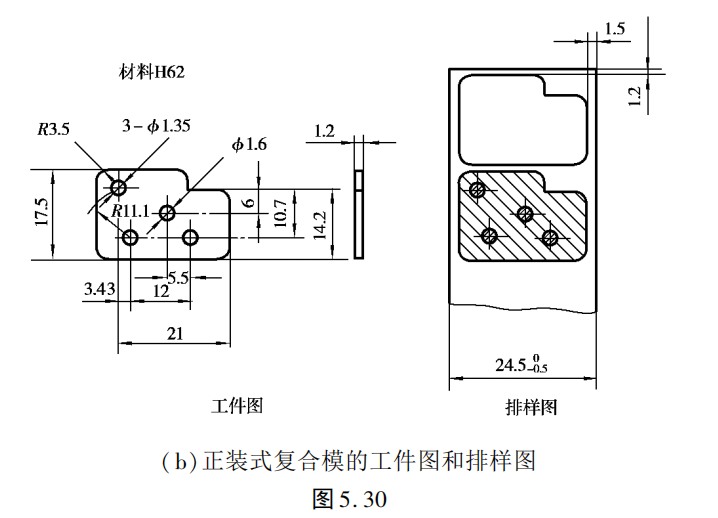
上模下压,凸凹模外形和凹模进行落料,落下的料卡在凹模中,同时冲孔凸模与凸凹模内孔进行冲孔,冲孔废料卡在凸凹模孔内,卡在凹模中的冲件由顶件装置顶出。
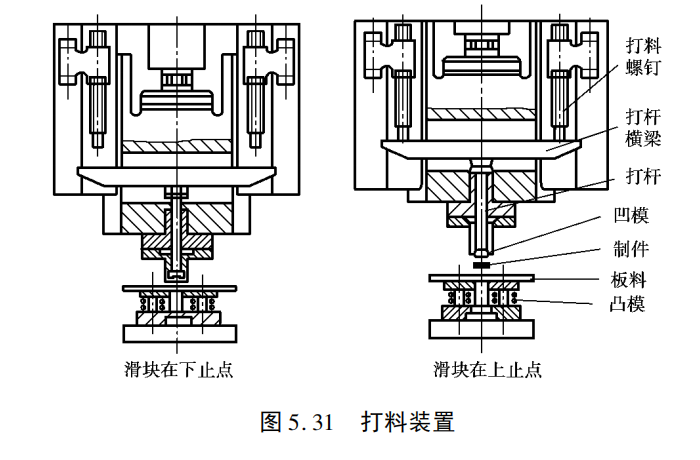
上模上行,顶料装置通过顶杆使顶件器向上将制件顶出,而打孔形成的废料则由压力机上打料装置,通过打杆带动推板,再带动推杆,将卡在凹凸模孔中的废料推出,如图5.31所示。
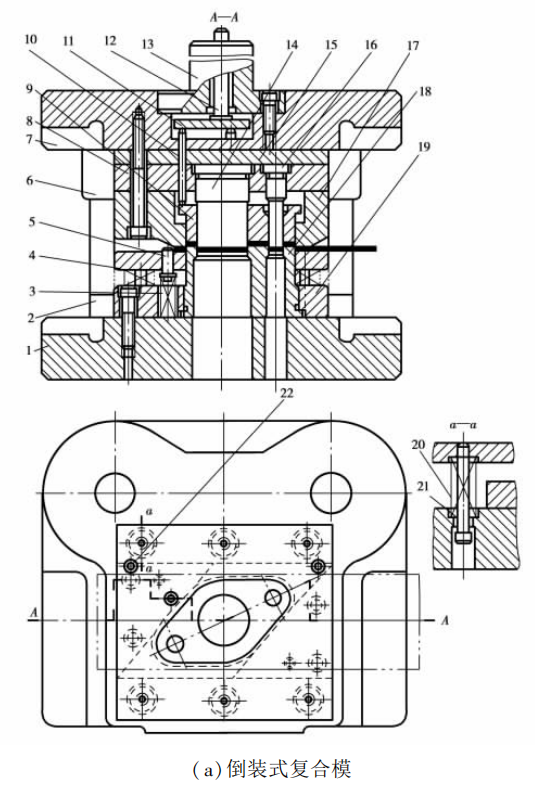
(2)倒装式复合模。它的凹凸模装在下模,如图5.32( a)所示。其工件图和排样图如图5.32(b)所示。
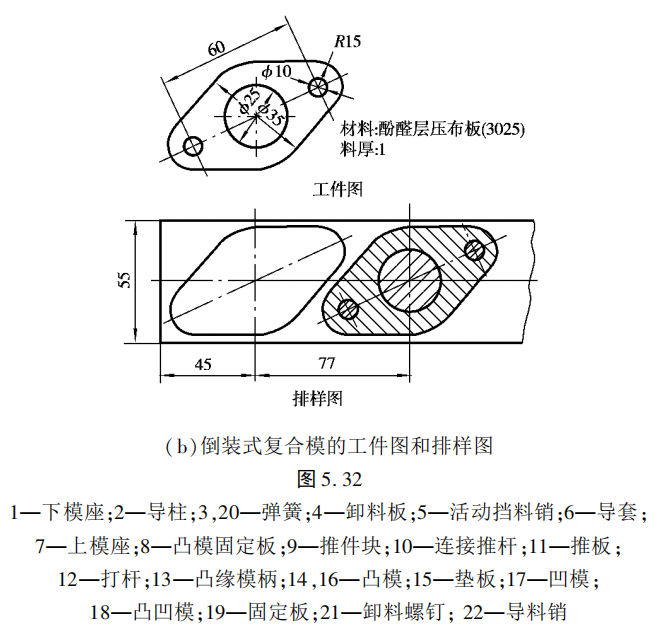
以上两者各具有优缺点,正装式复合模比较适合冲压材质较软或比较薄的平直件,或要求较高的冲件,还可用于孔边距离较小的冲件。倒装式复合模结构较简单,可直接利用压力机的打杆卸料,便于掌握。