《铣工》 | 第二章 认识铣工 第五节 铣削用量和切削液
一、铣削的基本运动
铣削加工是利用铣刀旋转、工件或铣刀移动作进给运动的切削加工方法。铣削过程包括主运动和进给运动。
(1)主运动
指铣刀的旋转运动。是使铣刀从工件切去材料的运动。
(2)进给运动
指工件的移动或转动,铣刀的移动。
二、铣削用量的基本概念
铣削用量包括铣削速度、进给量、铣削深度和铣削宽度。
(1)铣削速度
铣削速度是指切削刃上选定点相对于工件主运动的瞬时速度,如图2.48所示。铣削速度的计算公式是:
切削速度=3.14×铣刀直径×主轴转速/1000。
公式中的单位是:
铣刀直径——毫米;主轴转速——转/分;切削速度——米/分。(2)进给量
进给量是铣刀在进给运动方向相对工件的位移量。进给量的表示方法有三种。
a.每齿进给量。铣刀每转中每一刀齿在进给运动方向上相对工件的位移量。
b.每转进给量。铣刀每转一周在进给运动方向上相对工件的位移量。
c.每分钟进给量(即进给速度)。铣刀每转1分钟,在进给运动方向上相对工件的位移量。
三种进给量的关系是:
每分钟进给量=每转进给量×主轴转速=每齿进给量×铣刀齿数×主轴转速
(3)铣削宽度
一次进给中所切掉工件表层宽度,如图2.48所示。
(4)铣削深度
一次进给中所切掉工件表层深度,如图2.48所示。
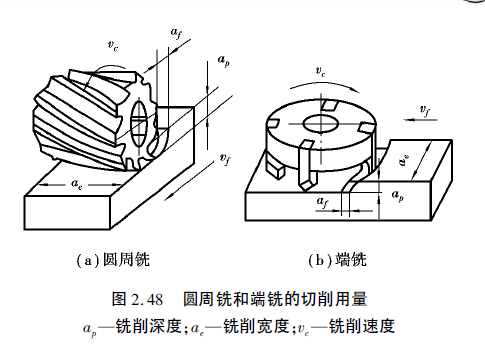
图2.48 圆周铣和端铣的切削用量
三、切削液
(1)切削液的作用
切削液在铣削时有冷却、润滑、洗涤、防锈等作用。
(2)切削液的种类
a.乳化液。乳化液是乳化油用水稀释而成。乳化液起冷却作用,冷却刀具和工件,减少热变形,提高刀具的使用寿命。乳化液的润滑和防锈能力较低。
b.切削油。切削油的主要成分是矿物油,少数采用动物油和植物油。切削油主要起润滑作用。
纯矿物油的润滑效果较差,实践使用时,常常加入一些添加剂,以提高其润滑防锈性能。
动物油和植物油的润滑效果较好,但易变质,应少用。
(3)切削液的选用
a.粗加工。选用冷却为主的乳化液。
b.精加工。选用润滑作用较好的切削油。根据刀具材料选用。
c.高速钢铣刀铣削合金钢时,选用极压乳化液;硬质合金铣刀高速切削时,一般不选切削液,必要时可用乳化液。
d.铣削铸铁、黄铜等脆性材料时,一般不选切削液,必要时可用煤油、乳化液和压缩空气。