《省模技工》 | 第四章 模具零件的研磨与抛光工艺 (第三节)
抛光
在所有的机械加工痕迹都消除,获得洁净的金属表面以后,就可以开始抛光加工。通过抛光可以获得很高的表面质量,表面粗糙度Ra可达0.008μm,并使加工面呈现光泽。由于抛光是工件的最后一道精加工工序,要使工件达到尺寸、形状、位置精度和表面粗糙度的要求,加工余量应适当,一般在0.005~0.05mm范围内较为适宜,不能太大。可根据工件尺寸精度而定,有时加工余量就留在工件的公差以内。
抛光可以是机械抛光,也可以是手工抛光,抛光时可用与研磨相同的电动或气动磨削工具。
一、抛光工具
1.手工抛光工具
①平面用抛光器 平面用抛光器的制作方法如图4.11所示。抛光器手柄的材料为硬木,在抛光器的研磨面上用刀刻出大小适当的凹槽,在离研磨面稍高的地方刻出用于缠绕布类制品的止动凹槽。
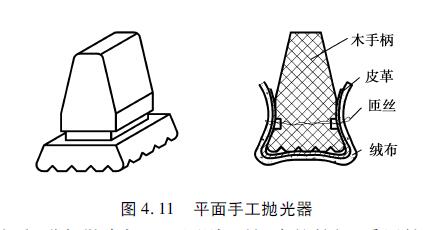
若使用粒度较粗的研磨剂进行研磨加工时,只需将研磨膏涂在抛光器的研磨面上进行研磨加工即可。若使用极细的超微粉(如W1)进行抛光作业时,可将人造皮革缠绕在研磨面上,再将磨粒放在人造皮革上并以尼龙布缠绕,用铁丝沿止动凹槽捆紧后进行抛光加工。若使用更细的磨料进行抛光,可将磨料放在经过尼龙布包扎的人造皮革上,以粗料棉布或法兰绒再包扎后,进行抛光加工。原则上是:磨粒越细,采用越柔软的棉布包卷;每一种抛光器只能使用同种粒度的磨粒;各种抛光器不可混放在一起,应使用专用密封容器保管。
②球面用抛光器如图4.12所示的球面用抛光器的制作方法与平面用抛光器基本相同。
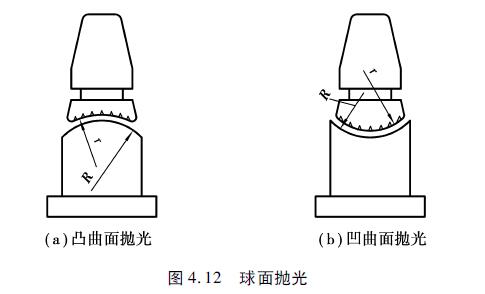
抛光凸形工件用的研磨面,其曲率半径一定要比工件曲率半径大3mm;抛光凹形工件用的研磨面,其曲率半径比工件曲率半径小3mm。
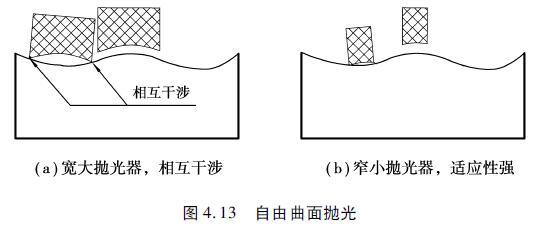
③自由曲面用抛光器 对于平面或球面的抛光作业,其研磨面和抛光器是保持密切的位置关系,故不在乎抛光器的大小。但是,自由曲面是呈连续变化的,使用太大的抛光器时,容易损伤工件表面的形状。因此,对于自由曲面,应使用小型抛光器进行抛光,抛光器越小,越容易模拟自由曲面的形状,如图4.13所示。
2.电动抛光机的应用
由于模具工作零件型面的手工研磨、抛光工作量大,因此在模具行业中正在逐步推广应用电动抛光机,以提高抛光效率和降低劳动强度。
电动抛光机的结构在前面已经介绍过,下面介绍两种常用的抛光方法:
①加工面为平面或曲率半径较大的规则面时,采用手持角式旋转研抛头或手持直身式旋转研抛头,配用铜环,抛光膏涂在工件上进行抛光加工。
②加工面为小曲面或复杂形状的型面时,采用手持往复式研抛头(详见第二章),配用铜环,抛光膏涂在工件上进行抛光加工。
3.新型抛光磨削头
它是采用高分子弹性多孔性材料制成的一种新型磨削头。这种磨削头具有微孔海绵状结构,磨料均匀,弹性好,可以直接进行镜面加工。使用时,磨削力均匀,产热少,不易堵塞,能获得平滑、光洁、均匀的表面。弹性磨料配方有多种,分别用于磨削各种材料。磨削头在使用前,可用砂轮修整成各种需要的形状。
二、抛光工艺
1.影响可抛光性的因素
抛光要达到要求的表面粗糙度值,主要取决于下面三个因素:
①抛光工艺要求 抛光是工件的最后一道精加工工序,对研磨的工艺要求也适用于抛光。
②模具工作零件的钢材等级或材质 钢材中所含的杂质是不理想的成分。要改善模具钢的能,可采用真空抽气冶炼法和电炉去杂质冶炼法。
③钢材的热处理 模具钢的硬度越高,则越难进行研磨和抛光,但是较硬的模具钢可以得到较低的表面粗糙度。因此,可以通过提高模具钢的淬火硬度,提高钢材的可抛光性。
2.抛光工序的工艺步骤
抛光的工艺步骤要根据操作者的经验、使用的工具、设备情况和材料的性能等决定。通常采用两种方法进行抛光:
①选定抛光膏的粒度 先用硬的抛光工具抛光,再换用软质抛光工具最终精抛。
②选用中硬的抛光工具 先用较粗粒度的抛光膏,再逐步减小抛光膏的粒度进行抛光加工。
值得注意的是:抛光工序间的清洗相当重要。每个抛光工具,只能用同一种粒度的抛光膏。手抛时,抛光膏涂在工具上;机械抛时,抛光膏涂在工件上。要根据抛光工具的硬度和抛光膏粒度采用适当的压力,磨粒越细,作用于抛光工具上的压力应越轻,采用的抛光剂也应越稀。
抛光应先从模具零件的角部、凸台、边缘或较难抛的部位开始,最终抛光方向应与塑件的脱模方向或金属塑性成形过程中的金属流动方向一致。对于要求尖锐的边缘和角,应采用较硬的抛光工具。
三、抛光中可能出现的缺陷及解决方法
抛光中的主要问题是所谓“过抛光”,其结果是抛光时间越长,表面反而越粗糙。这主要有两种现象,即产生“橘皮状”和“针孔状”缺陷。过抛光问题一般在机抛时产生,而手抛很少出现这种过抛光现象。
①“橘皮状”问题 抛光时,压力过大且时间过长,会出现这种情况。较软的材料也容易产生这种过抛光现象。其原因并不是钢材有缺陷,而是抛光用力过大,导致金属材料表面产生微小塑性变形所致。解决方法是:通过氮化或其他热处理方式,增加材料的表面硬度;对于较软的材料,采用软质抛光工具。
②“针孔状”问题 由于材料中含有杂质,在抛光过程中,这些杂质从金属组织中脱离下来,形成针孔状小坑。解决方法是:避免用氧化铝抛光膏进行机抛;在适当的压力下,作最短时间的抛光;采用优质合金钢材。