《普通钳工》 | 第四章 孔加工(第四节 铰孔)
用铰孔方法从工件孔壁上切除微量金属层,以提高其尺寸精度和细化表面粗糙度的方法,称为铰孔,如图4.16所示。
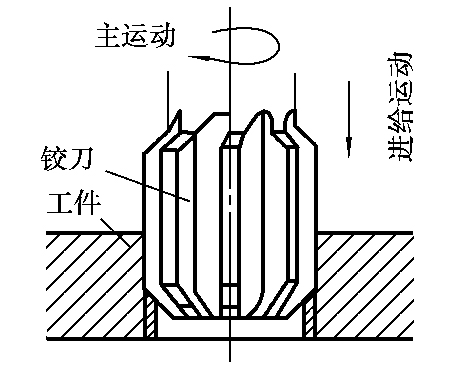
图4.16 铰孔
一、铰刀的种类
1.整体式圆柱铰刀
如图4.17所示。
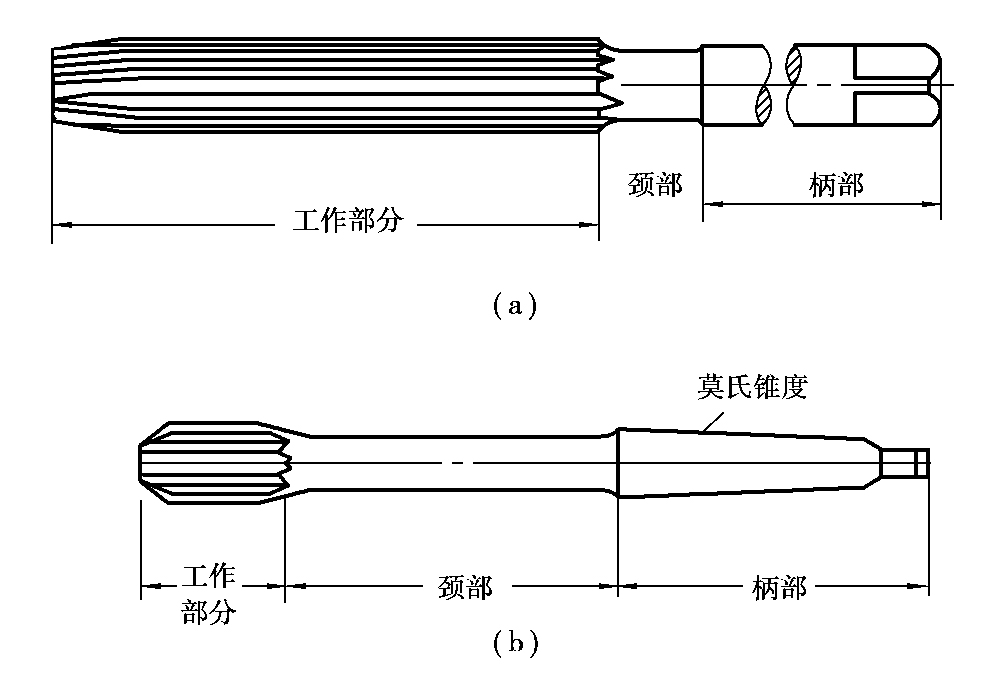
图4.17 整体式圆柱铰刀(a)手用铰刀(b)机用铰刀
2.锥铰刀
如图4.18所示。
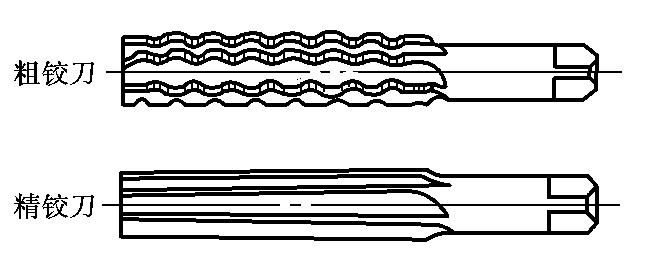
图4.18 锥铰刀
3.螺旋槽手用铰刀
如图4.19所示。
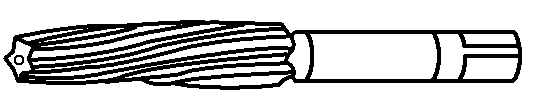
图4.19 螺旋槽手用铰刀
4.硬质合金机用铰刀
如图4.20所示。
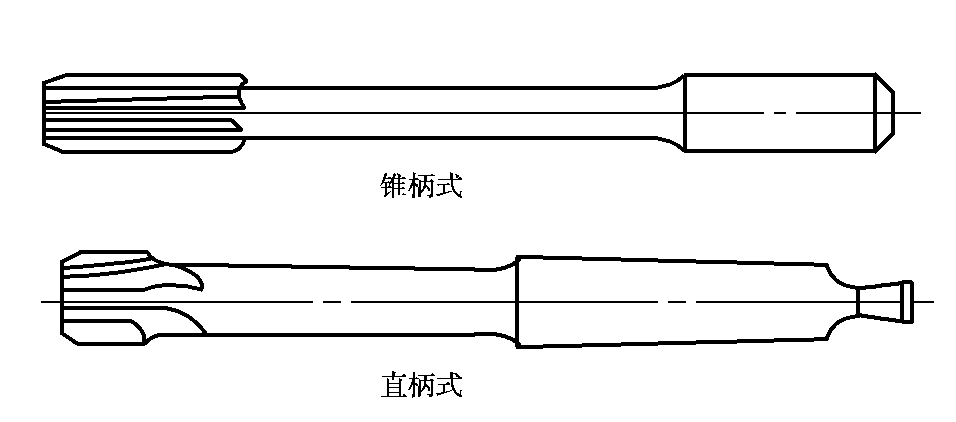
图4.20 硬质合金机用铰刀
铰刀常用高速钢(手铰刀及机铰刀)或高碳钢(手铰刀)制成。
二、铰削余量的选择和注意事项
1.铰削余量的选择
铰孔时余量选择是否正确,将直接影响到铰孔的质量。铰削余量不宜太大或太小。因为铰削余量太小时,上道工序残留的变形难以纠正,原有的加工刀痕不能去除,铰孔质量达不到要求。同时铰刀的啃刮现象也很严重。余量太大时,则加大每一刀齿的切削负荷,破坏了铰削的稳定性,增加了切削热,使铰刀的直径胀大,孔径也随之扩大。同时,切屑呈撕裂状,使加工表面变得粗糙。
所以铰削余量应按孔径的大小来选择,同时还应考虑铰孔的精度、表面粗糙度、材料的软硬和铰刀的类型等因素。表4.3列出了铰削余量的选择。

2.铰孔时的注意事项
(1)工件要夹正,对薄壁零件的夹紧力不能太大,防止将零件夹扁而引起误差。
(2)铰削过程中,两手用力要均匀、平稳。以免形成喇叭口或孔径扩大。进给时,要随着铰刀的旋转轻轻加压,以获得较好的表面粗糙度。
(3)每次铰削停歇位置应改变,以避免常在同一处停歇而造成的振痕。
(4)铰刀只能顺转(包括退刀),因为反转会使切屑卡在孔壁和刀齿的后刀面之间而将孔壁刮毛,又易使铰刀磨损,甚至崩刃。
(5)铰削钢件时,因切屑容易粘在刀齿上,所以应经常清除切屑,防止孔壁拉毛。
(6)在铰削过程中,如果铰刀被卡住,不能猛力扳转铰杠,应及时取出铰刀清除切屑和检查铰刀。继续铰削时应缓慢进给,以防在原处再次卡住。
(7)机铰时,要在铰刀退出后再停车,否则孔壁会留有刀痕。铰通孔时,铰刀的校准部分不能全部出头,以防孔的下端被刮坏。
(8)机铰时要注意机床主轴、铰刀和待铰孔三者的同轴度是否符合要求,对铰高精度孔,必要时应采用浮动铰刀夹头装夹铰刀,以调整铰刀与所铰孔的中心位置。
(9)铰刀使用完毕要擦干净,并涂上机油。放置时要注意保护好刀刃,以防碰撞而损坏。
三、孔加工安全文明生产
1.工作前
(1)操作人员应熟悉、了解并掌握钻床的结构性能,熟悉钻床的操作方法。
(2)能正确使用钻床的防护装置,不许随便拆除。
(3)按规定穿戴好劳动保护用品。
2.工作中
(1)工作时不允许戴手套。
(2)工作时去除钻头上的铁屑,应使用工具,严禁用手直接清除,以防伤人。
3.工作后
(1)工作结束后要切断电源。
(2)工作结束后要将工作现场清理干净,工作台上不得有任何残留物。