《线切割操作工》 | 第二章 认识线切割加工技术 第三节 常用量具
一、游标卡尺
游标卡尺是机械制造业中应用十分广泛的量具,可测量内、外尺寸,测量高度、深度以及齿轮厚度等。游标卡尺(简称卡尺)的外形结构种类较多,图2.30所示是几种常见的游标卡尺。

图2.30 游标卡尺
(1)游标卡尺的组成,如图2.31所示。
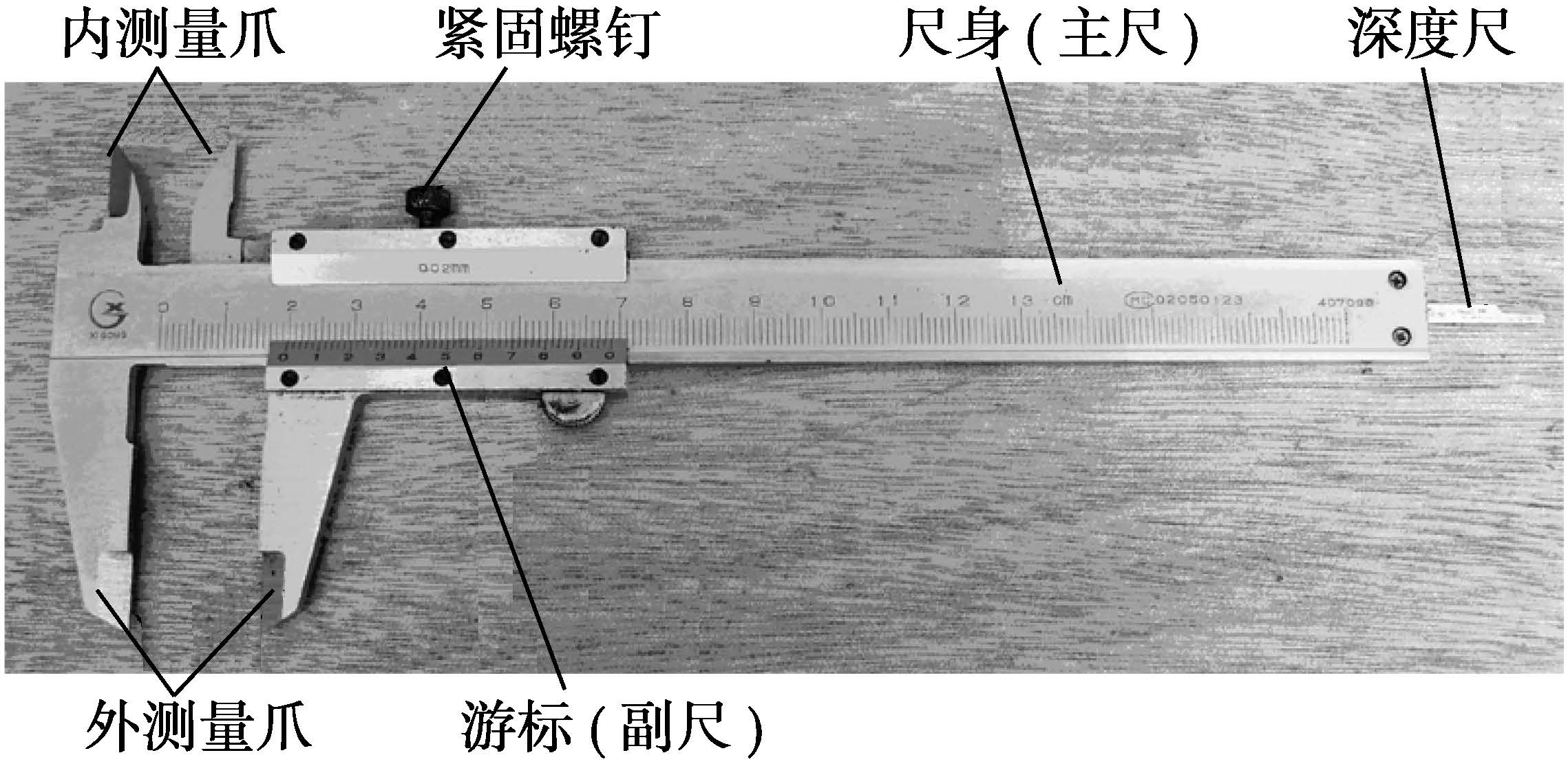
图2.31 游标卡尺的组成
(2)游标卡尺的读数
首先,认识一下主尺和游标尺的刻线。
主尺刻线间距离一般为1毫米,如图2.32所示。
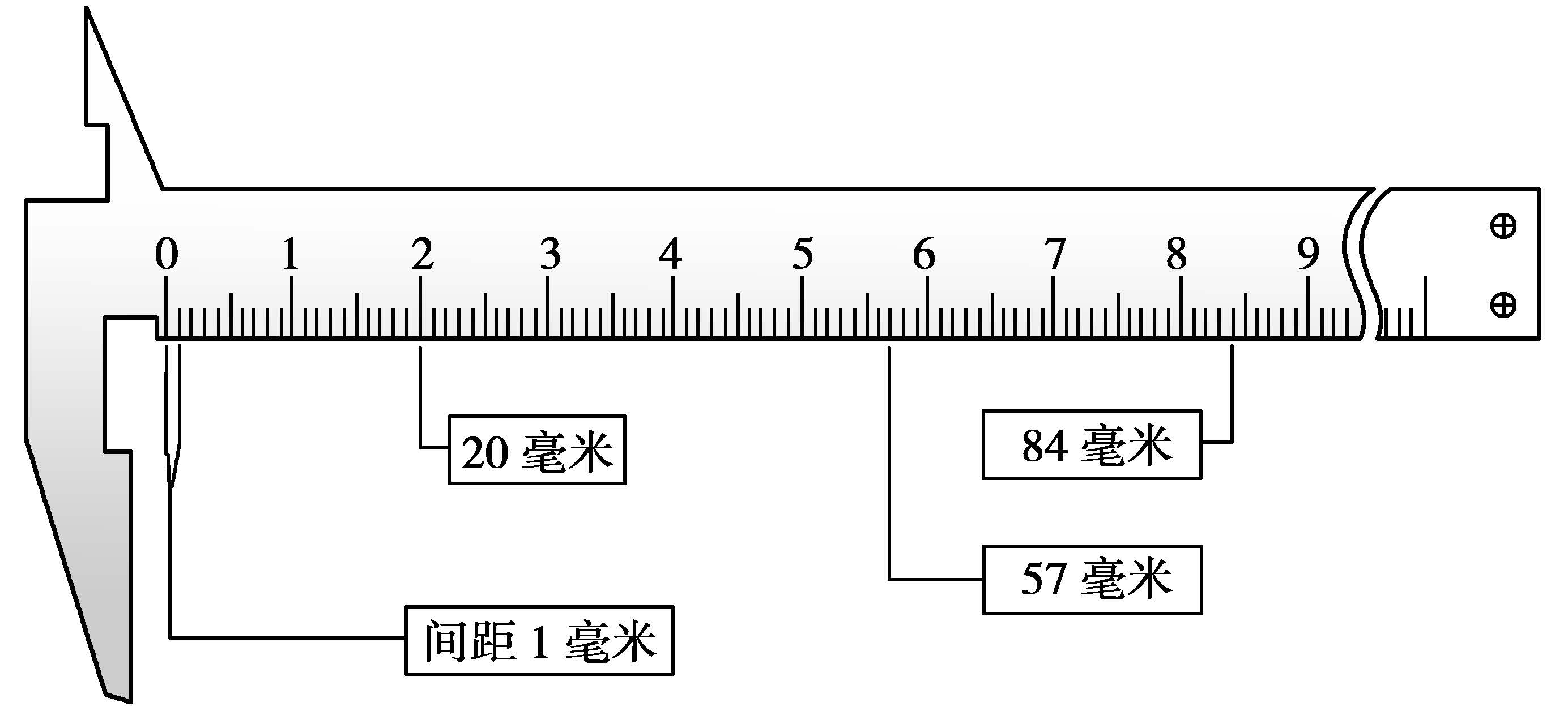
图2.32 主尺
游标尺的刻线间距离有多种,其每格读数分为0.10毫米、0.05毫米、0.02毫米三种,如图2.33和图2.34所示。
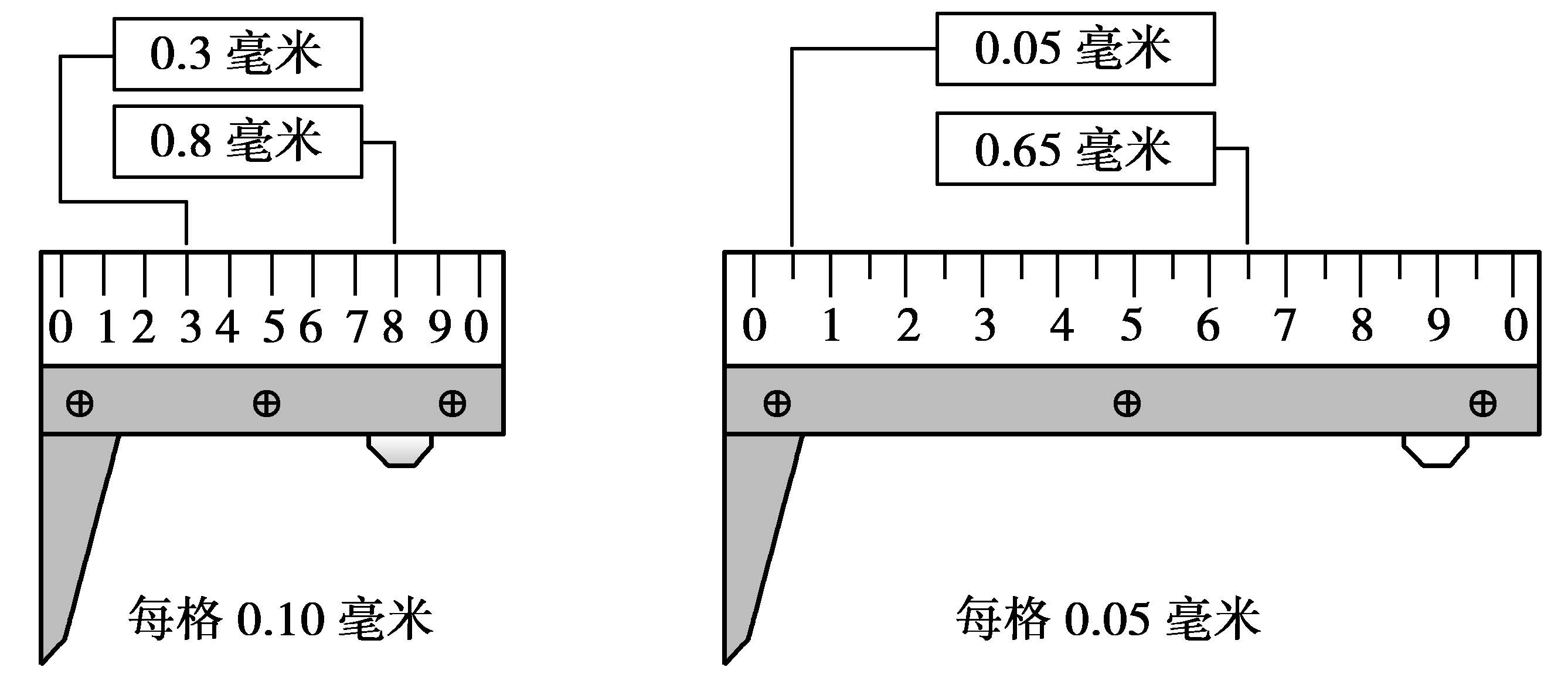
图2.33 游标尺刻线(一)
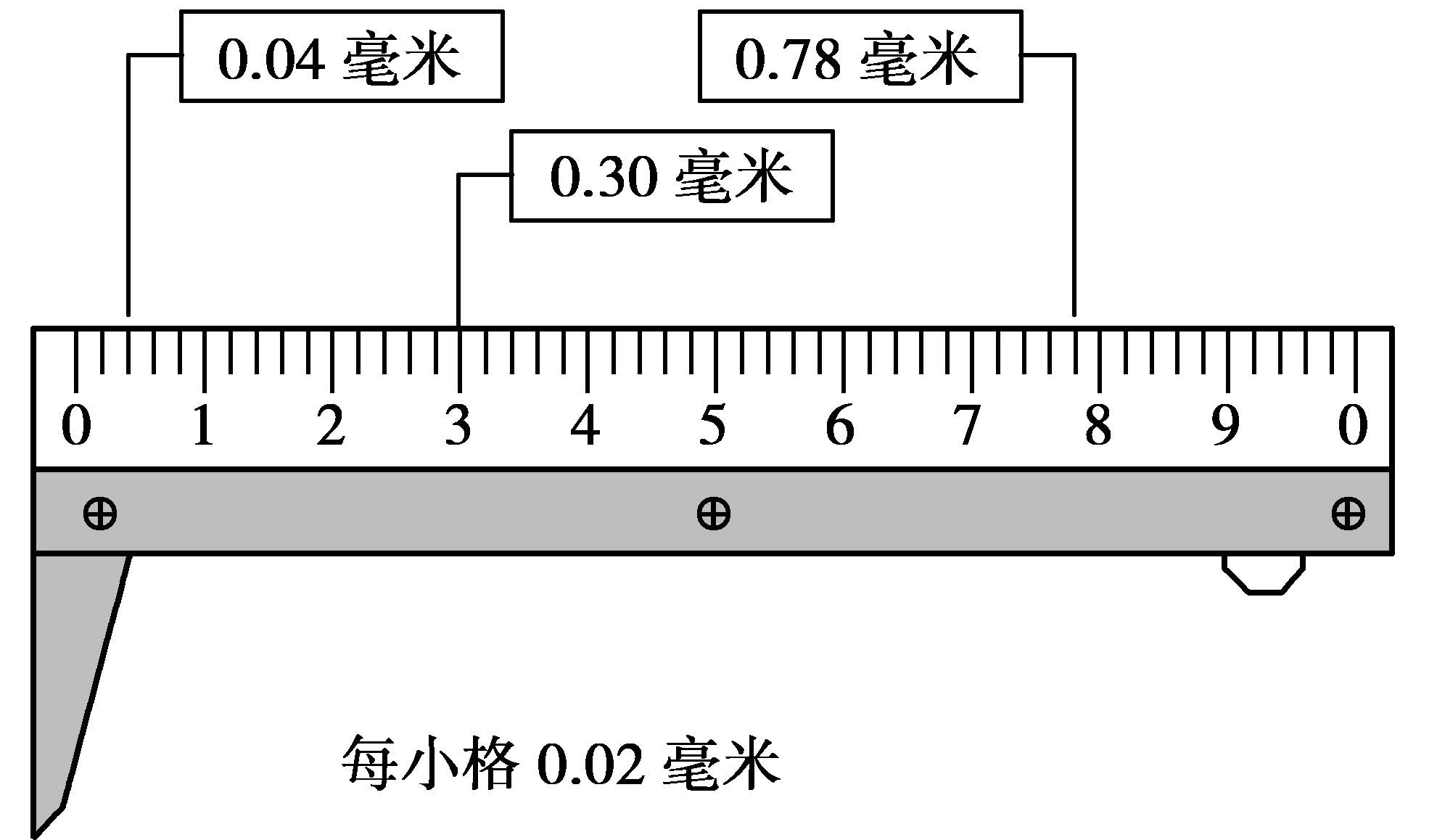
图2.34 游标尺刻线(二)
测量时,游标卡尺的读数分两部分。首先根据游标零线所处位置,读出尺身刻度的整数部分;然后,观察游标的哪条刻线与尺身刻线对齐,此游标刻线的读数就是小数部分,将主尺和游标尺的读数相加,即为测量结果,如图2.35所示。
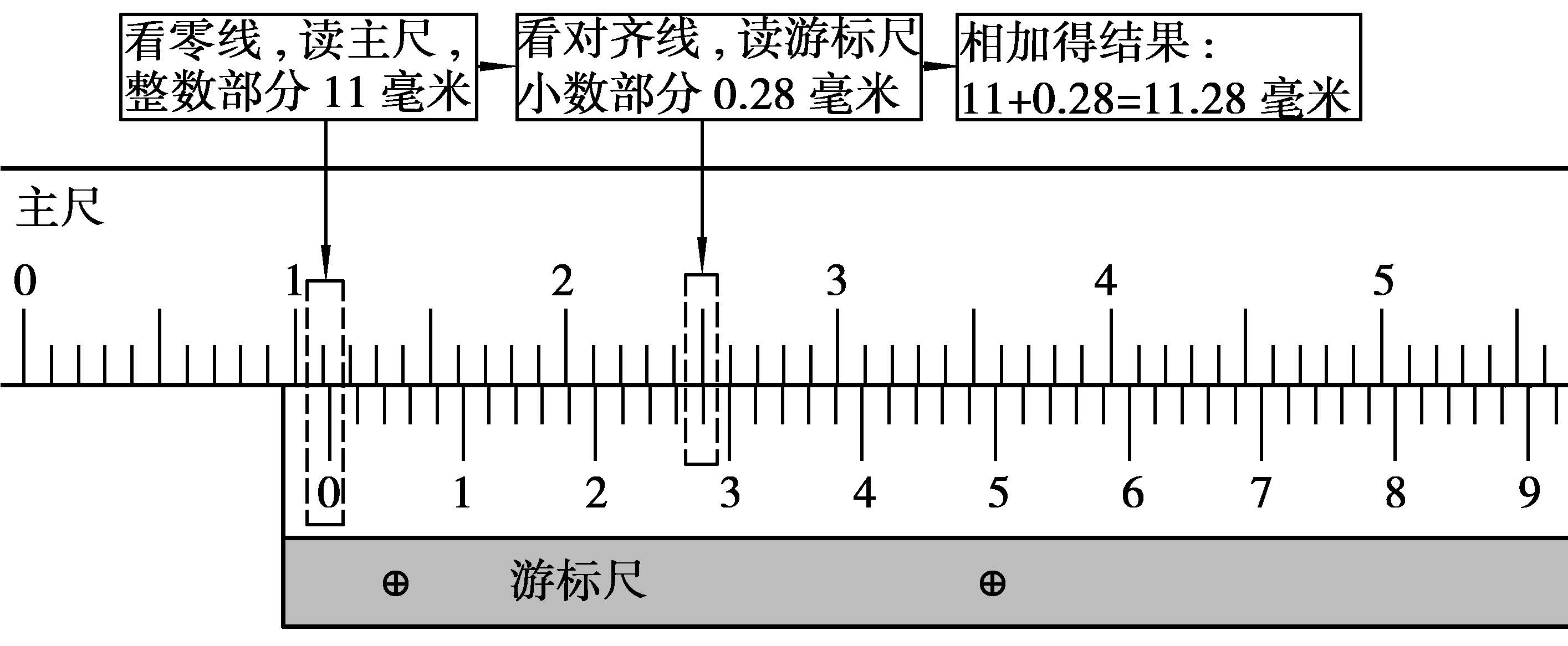
图2.35 游标卡尺读数方法
图2.36所示是游标卡尺的一些读数示例,供学习时参考。
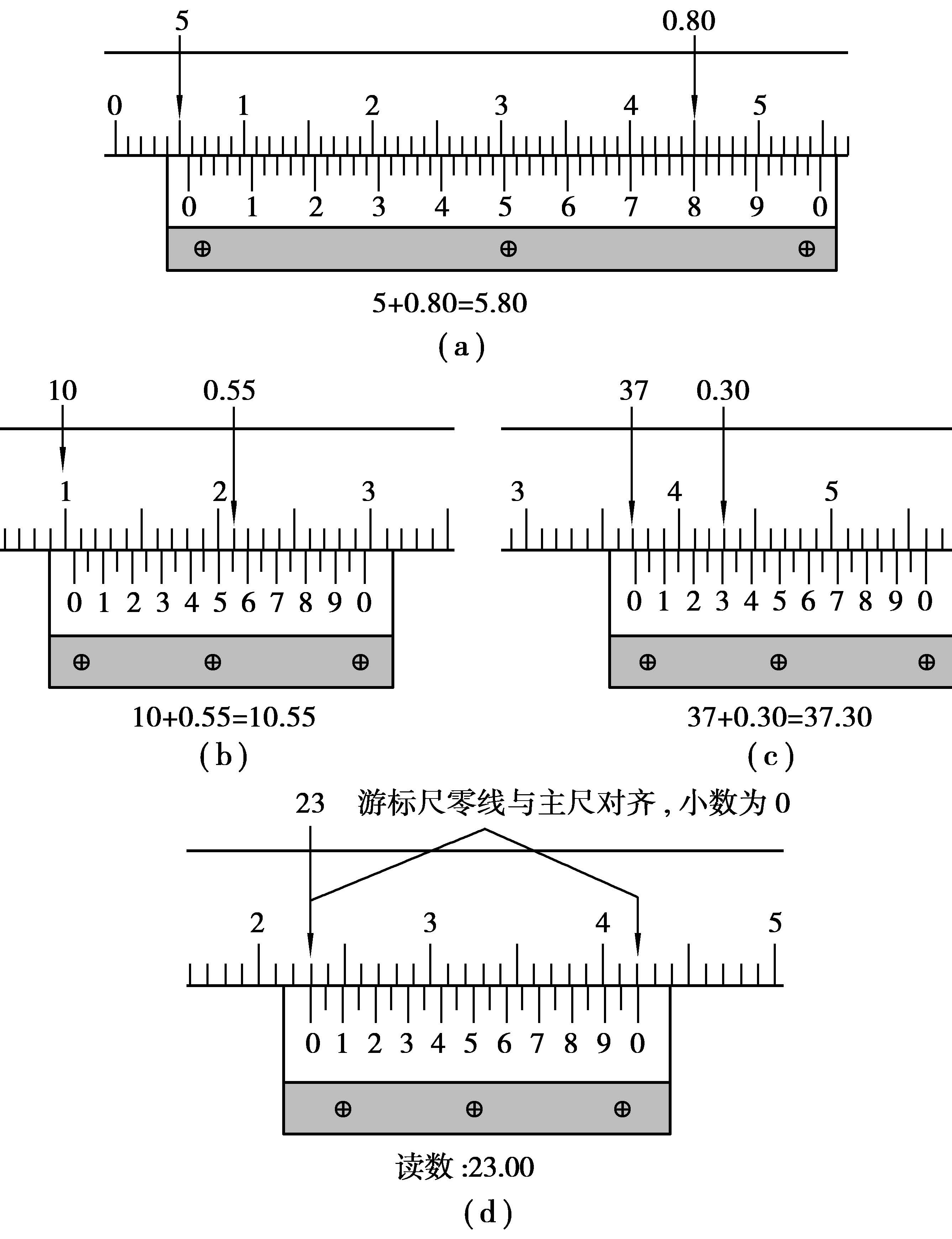
图2.36 游标卡尺读数示例
(3)游标卡尺的应用,如图2.37所示。
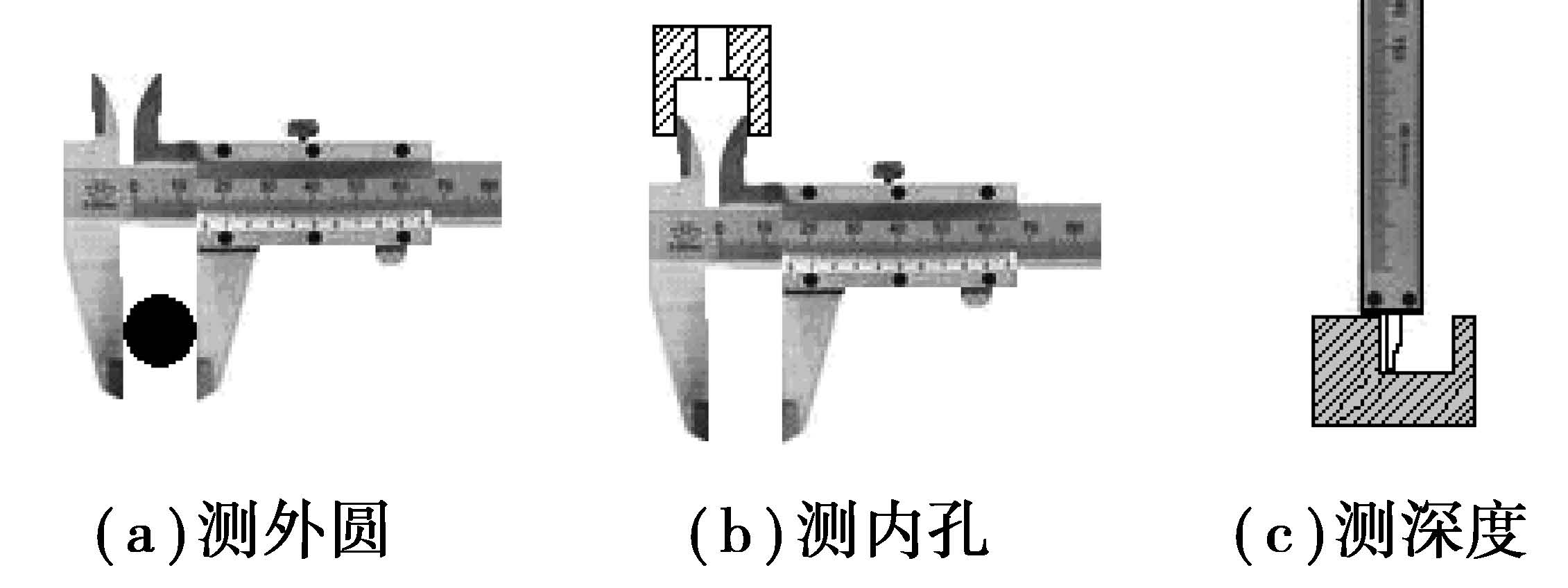
图2.37 游标卡尺的应用
二、千分尺
千分尺也是机械制造中应用广泛的量具之一。根据用途的不同可分为外径千分尺、内径千分尺、杠杆千分尺、深度千分尺、壁厚千分尺、公法线千分尺等。其测量范围有0~25毫米、25~50毫米、50~75毫米等,使用时要根据被测零件大小来选用。千分尺的分度值一般为0.01毫米。图2.38为几种常用的千分尺。

图2.38 千分尺
(1)结构
千分尺的结构如图2.39所示。
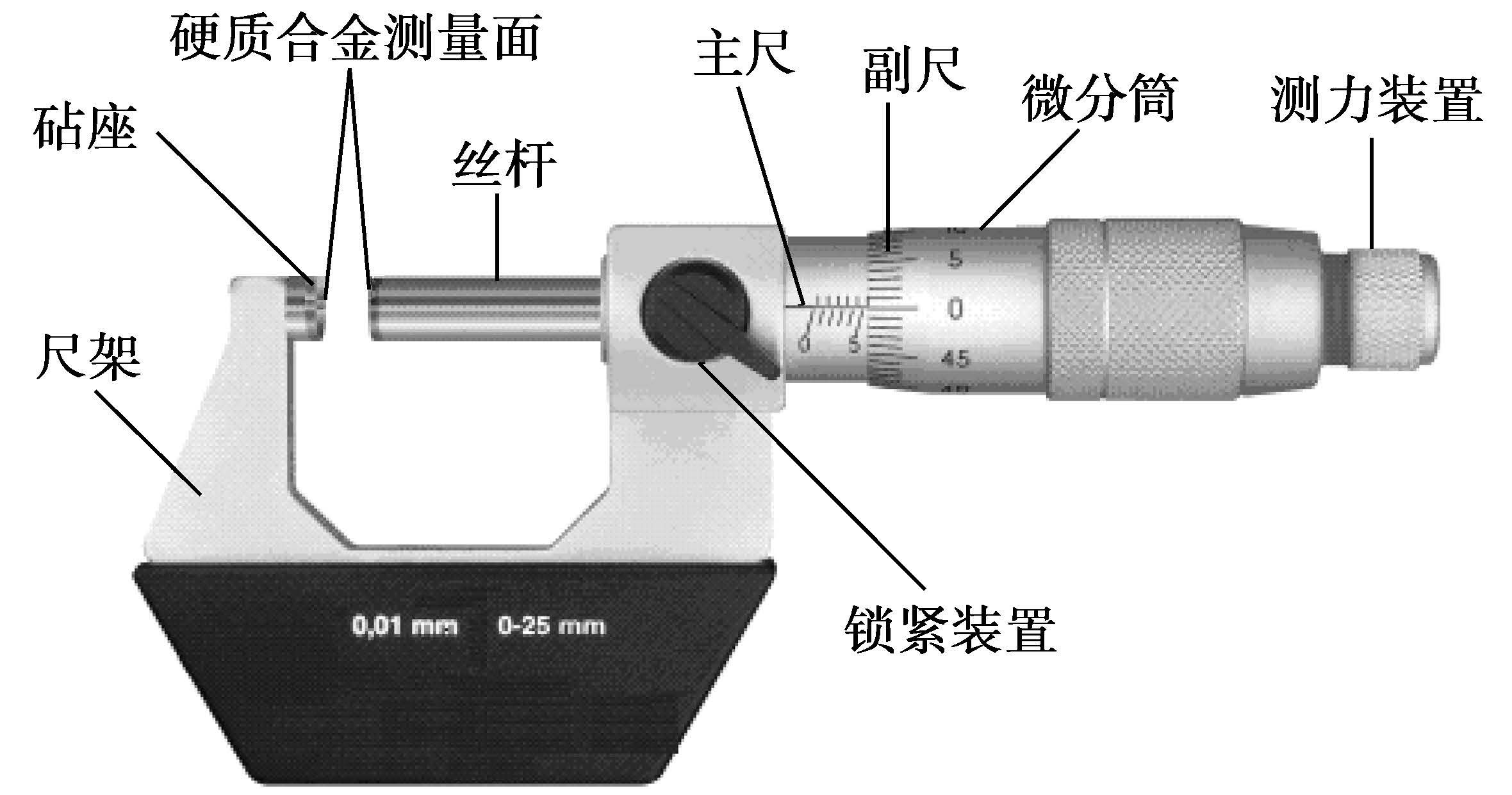
图2.39 千分尺的结构
(2)千分尺的读数方法
主尺刻在固定套筒上,如图2.40所示。轴向中线,是副尺读数基准线,在中线的两侧,刻有两排刻线,刻线间距为1毫米,上下两排相互错开0.5毫米。
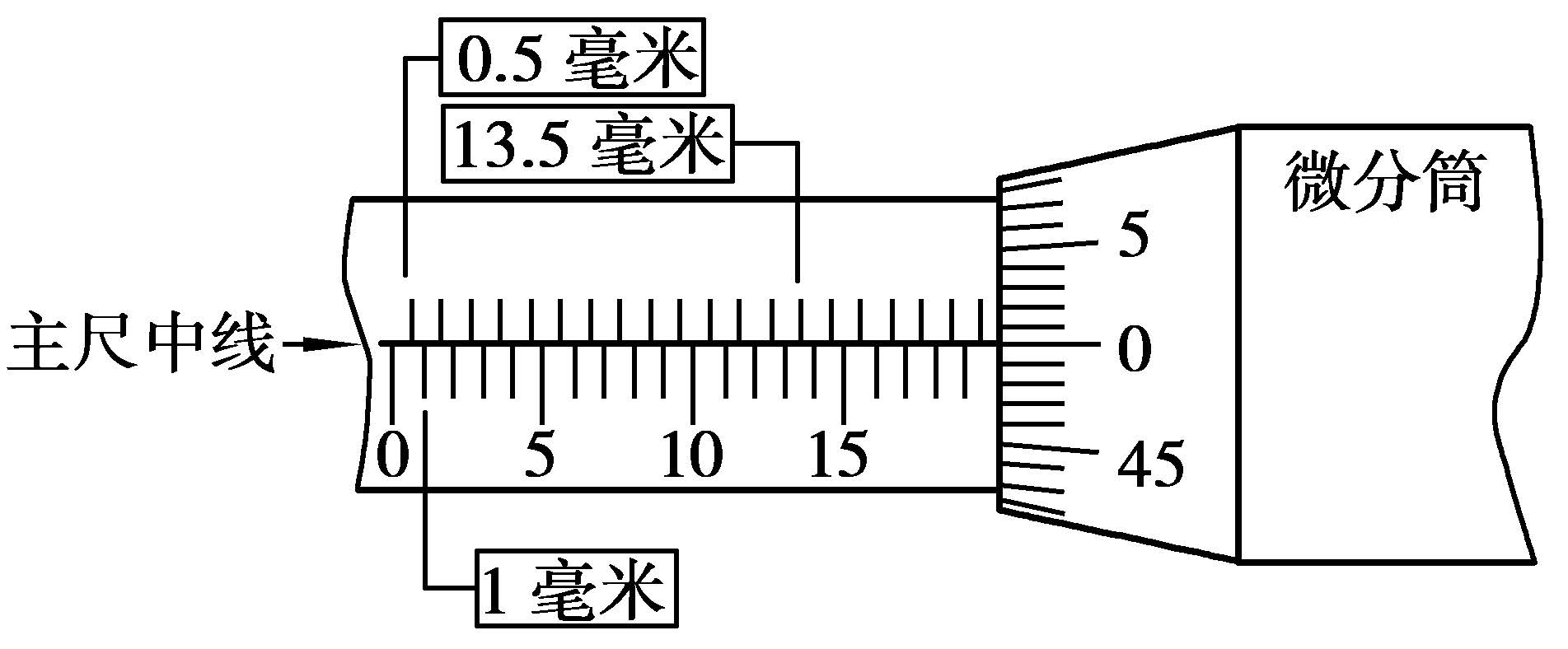
图2.40 主尺刻线
微分筒的外圆周上有50条等分刻线——副尺,如图2.41所示。当微分筒转一周时,螺杆轴向位移为0.5毫米。微分筒转一格是0.01毫米。
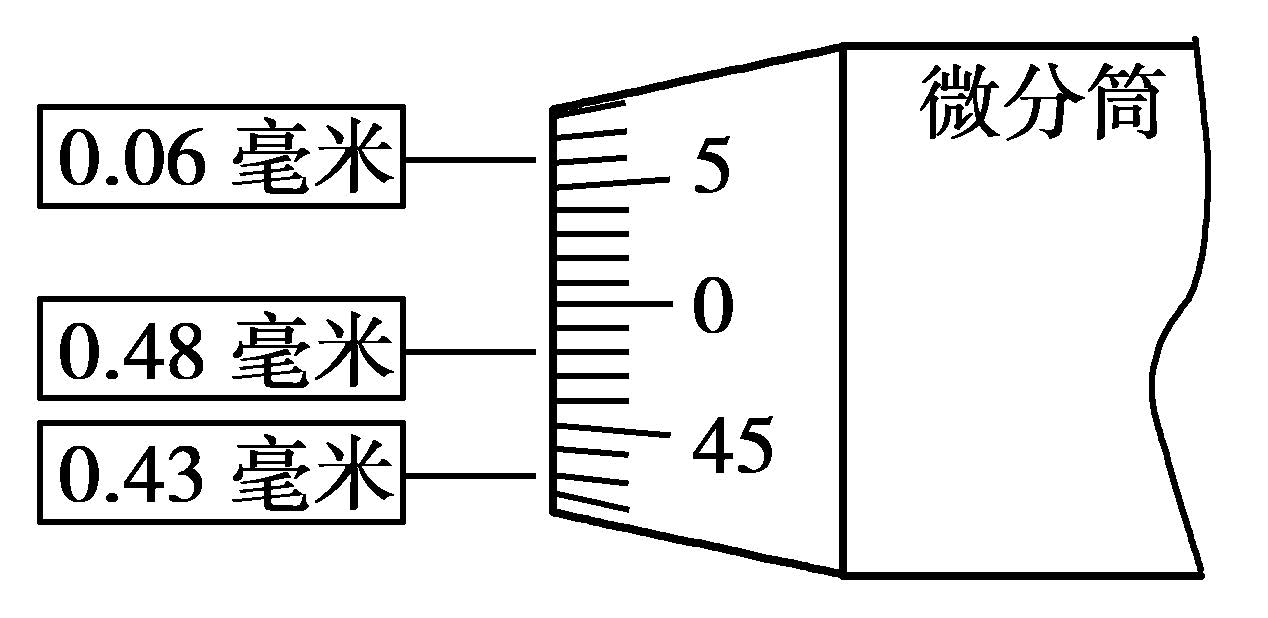
图2.41 副尺刻线
读数时,应先读主尺,再读微分筒上与主尺中线对齐的刻线,读出微分筒上的小数,两者相加,就是结果。如图2.42所示。
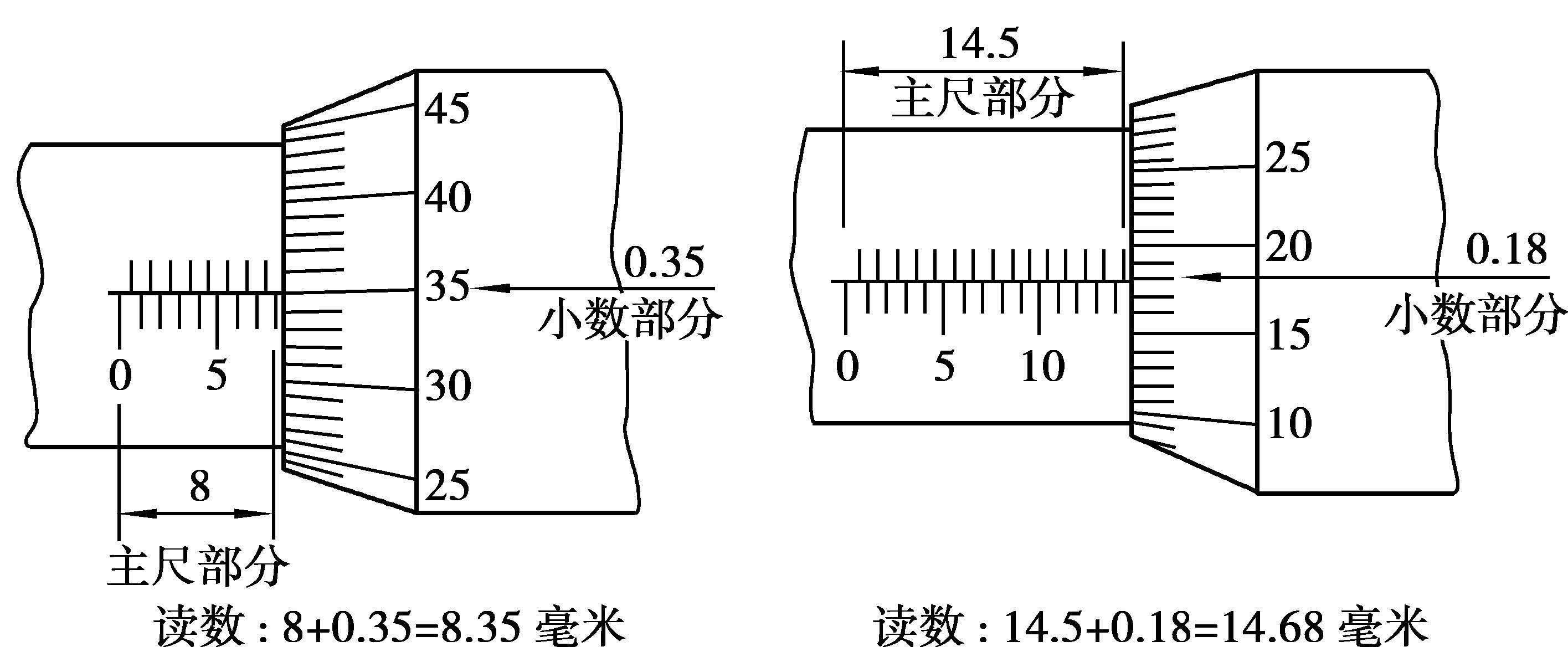
图2.42 千分尺的读数
下面再举些读数实例,读者可以分析体会,如图2.43所示。

图2.43 千分尺读数示例
(3)千分尺的测量操作
测量前擦净测量面,并校对零位。测量时,先转动微分筒,接近工件时,改用测力装置,直到听到“咔咔”声为止。使用时,要保护好测量面,不可旋转微分筒接触工件,如图2.44所示。
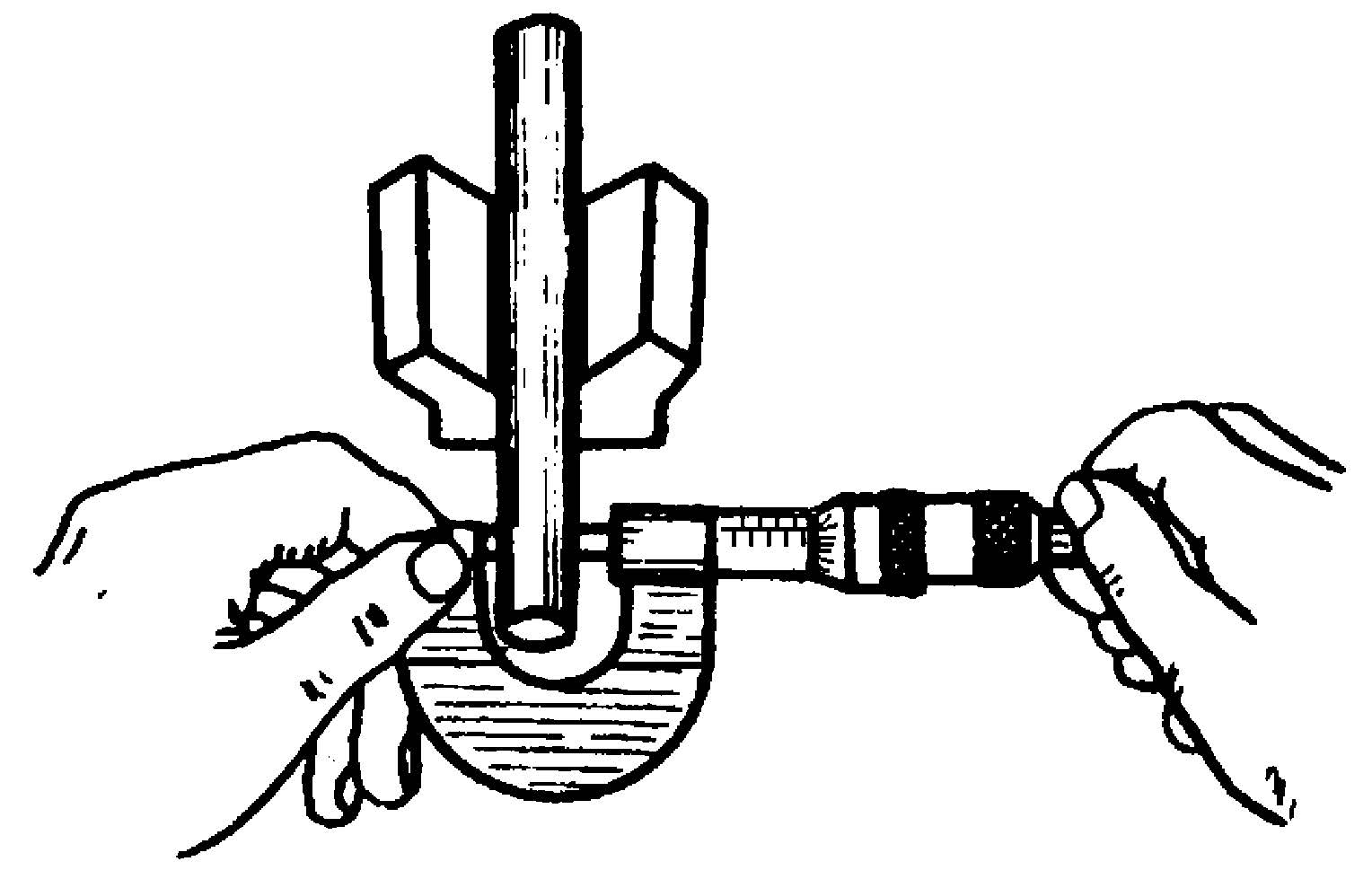
图2.44 测量外圆
三、百分表
百分表是齿轮传动的指针式量具。其分度值为0.01毫米。普通百分表的测量范围有0~3毫米、0~5毫米、0~10毫米几种。它可用来测量机器零件的各种几何形状偏差、表面相互位置偏差,也可测量工件长度尺寸。在线切割加工中,也是工件和夹具安装找正常用量具。图2.45为常用百分表样式。

图2.45 百分表样式
(1)百分表的结构
百分表的结构如图2.46所示。
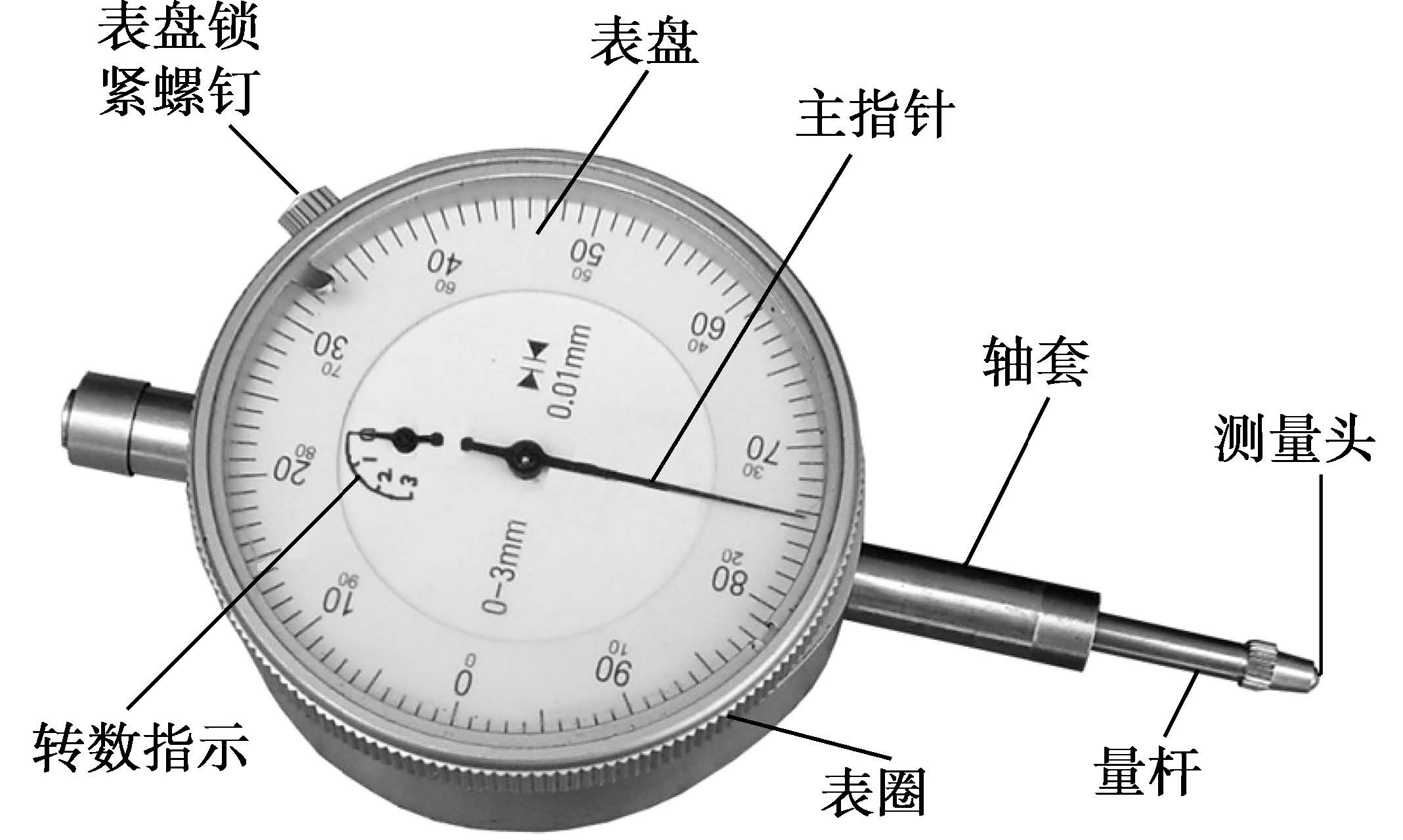
图2.46 百分表的结构
(2)百分表的使用
测量时,检查量杆是否灵活,将百分表固定,让测量头正对被测工件表面,即百分表量杆轴线与工件表面垂直。移动或转动工件,观察百分表指针变化。可测径向圆跳动、直线度、平行度、同轴度、孔径等。
在工件装夹找正时,把百分表固定在丝臂上,用百分表测量头压在需找正的端面上,移动相应的坐标轴,使被测面在百分表测量头上移动,根据百分表指针摆动情况,调整工件,直到移动时,指针基本稳定,工件即找正,如图2.47所示。
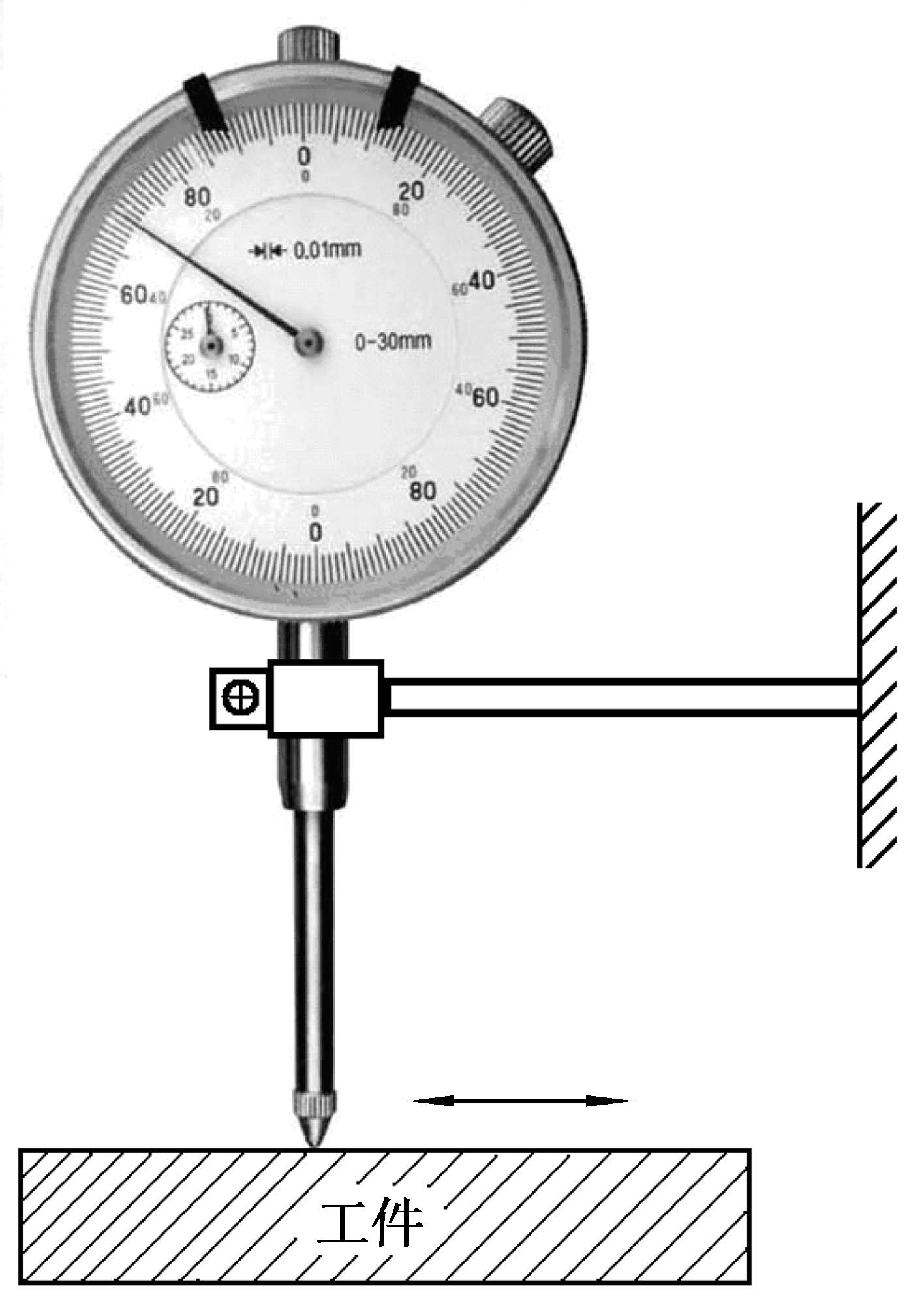
图2.47 检查工件表面平直度
 公安备案号 50011202501662
公安备案号 50011202501662