《冲压工》 | 第八章 常见冲压工艺 第四节 拉伸
一、拉深工艺
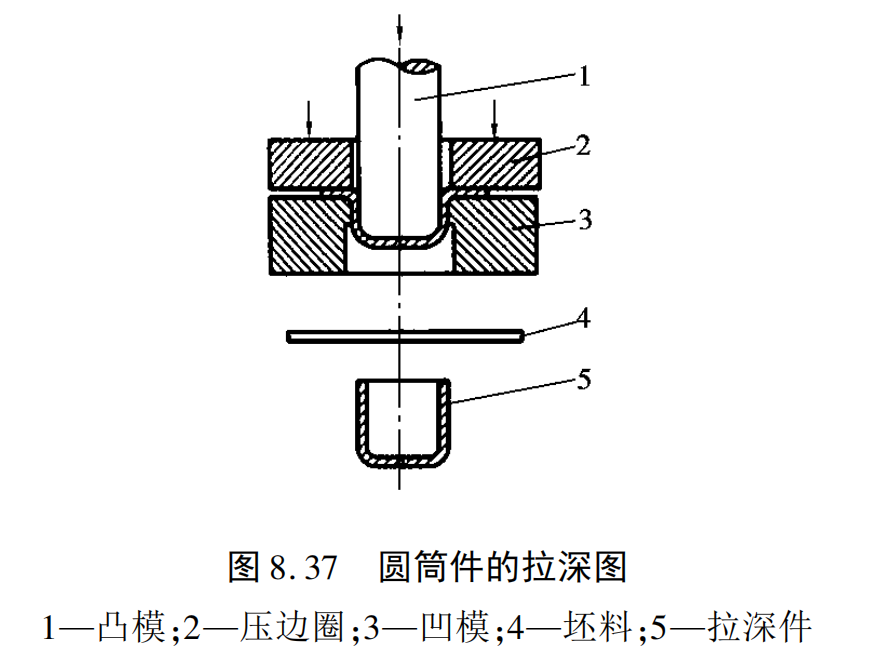
拉深是利用拉深模具将冲裁好的平板毛坯压制成各种开口的空心件,或将已制成的开口空心件加工成其他形状空心件的一种加工方法。拉深也称为拉延。如图8.37所示为平板毛坯拉深成开口空心件的拉深示意图。其变形过程是:随着凸模的下行,留在凹模端面上的毛坯外径不断缩小,圆形毛坯逐渐被拉进凸模与凹模间的间隙中形成直壁,而处于凸模底面下的材料则成为拉深件的底,当板料全部拉入凸、凹模间的间隙时,拉深过程结束,平板毛坯就变成具有一定的直径和高度的开口空心件。与冲裁工序相比,拉深凸模和凹模的工作部分不应有锋利的刃口,而应具有一定的圆角,凸模与凹模之间的单边间隙稍大于料厚。
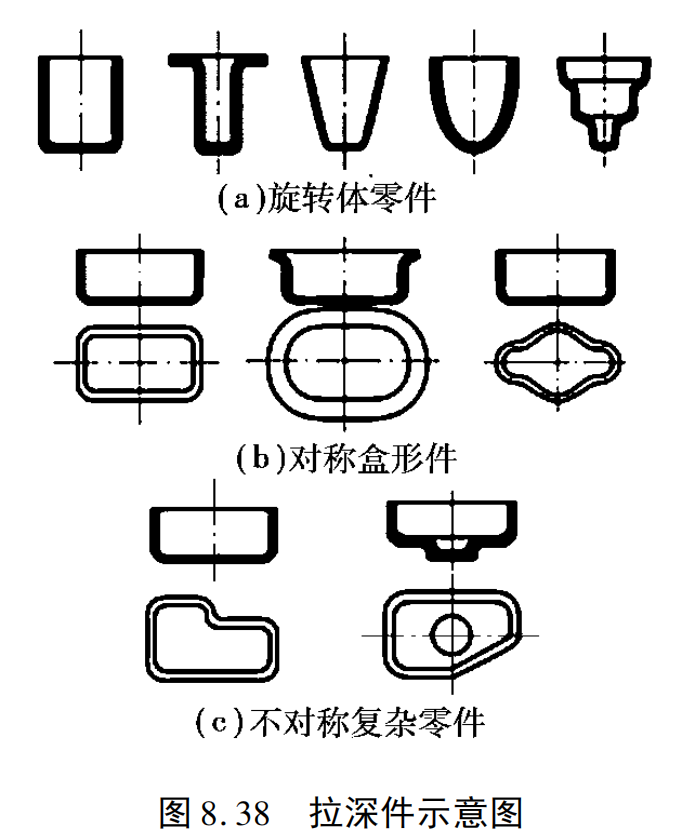
用拉深工艺可以成形圆筒形、阶梯形、球形、锥形、抛物线形等旋转体零件,也可成形盒形等非旋转体零件,若将拉深与其他成形工艺(如胀形、翻边等)复合,则可加工出形状非常复杂的零件,如汽车车门等,如图8.38所示。因此,拉深的应用非常广泛,是冷冲压的基本成形工序之一。
拉深工艺可分为不变薄拉深和变薄拉深两种。后者在拉深后零件的壁部厚度与毛坯厚度相比较,有明显的变薄,零件的特点是底部厚,壁部薄(如弹壳、高压锅)。
1.板料拉深变形过程及其特点
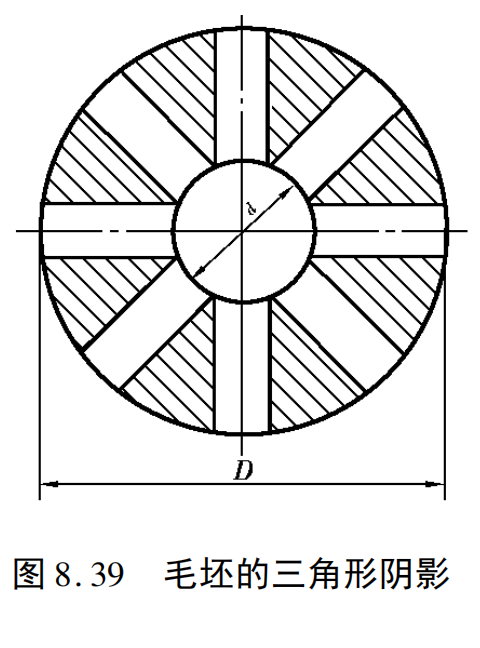
若不采用拉深工艺而是采用折弯方法来成形一圆筒形件,可将图8.39毛坯的三角形阴影部分材料去掉,然后沿直径为d的圆周折弯,并在缝隙处加以焊接,就可以得到直径为h,高度为h=(D-d)/2,周边带有焊缝的开口圆筒形件。但圆形平板毛坯在拉深成形过程中并没有去除图示中三角形多余的材料,因此只能认为三角形多余的材料是在模具的作用下产生了流动。为了了解材料是怎样流动的,可以从如图8.40所示的网格试验来说明这一问题。即拉深前,在毛坯上画作出距离为a的等距离的同心圆与相同弧度b辐射线组成的网格(见图8.40),然后将带有网格的毛坯进行拉深。通过比较拉深前后网格的变化情况,来了解材料的流动情况。可发现,拉深后筒底部的网格变化不明显;而侧壁上的网格变化很大,拉深前等距离的同心圆拉深后变成了与筒底平行的不等距离的水平圆周线,越靠近口部圆周线的间距越大,即a1>a2>a3>…>a;原来分度相等的辐射线拉深后变成了相互平行且垂直于底部的平行线,其间距也完全相等,b=b2=b3=…=b。原来形状为扇形网格dA1,,拉深后在工件的侧壁变成了矩形网格dA2,离底部越远矩形的高度越大。测量此时工件的高度,发现筒壁高度大于(D-d)/2。
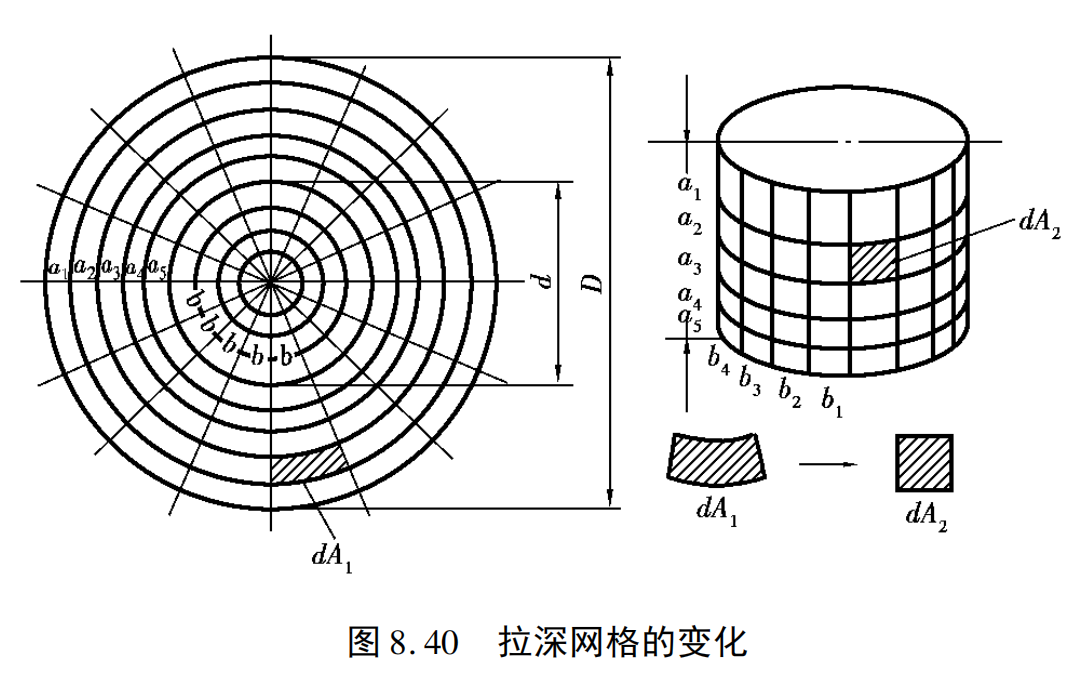
这说明材料沿高度方向产生了塑性流动。
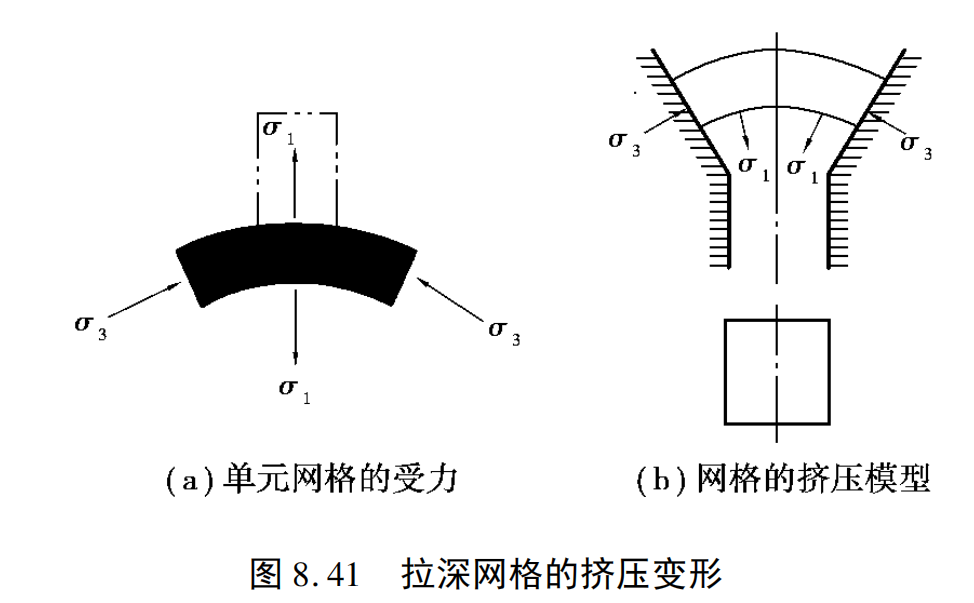
部分材料金属是怎样往高度方向流动,或者说拉深前的扇形网格是怎样变成矩形的。从变形区任选一个扇形格子来分析,如图8.41所示。从图中可看出,扇形的宽度大于矩形的宽度,而高度却小于矩形的高度,要使扇形格子拉深后要变成矩形格,必须宽度减小而长度增加。很明显扇形格子只要切向受压产生压缩变形,径向受拉产生伸长变形就能产生这种情况。
而在实际的变形过程中,由于有三角形多余材料存在(见图8.39),拉深时材料间的相互挤压产生了切向压应力(见图8.41),凸模提供的拉深力产生了径向拉应力。故(D-d)的圆环部分在径向拉应力和切向压应力的作用下径向伸长,切向缩短,扇形格子就变成了矩形格子,三角形多余金属流到工件口部,使高度增加。
这一受力过程如同一扇形毛坯被拉着通过一个楔形槽(见图8.41(b))的变化是类似的,在直径方向被拉长的同时,切向则被压缩。在实际的拉深过程中,当然并没有楔形槽,毛坯上的扇形小单元体也不是单独存在的,而是处在相互联系、紧密结合在一起的毛坯整体。在凸模力的作用下,变形材料间的相互拉伸作用而产生了径向拉应力σ1,而切线方向材料间的相互挤压而产生了切向压应力σ3。因此,拉深变形过程可以归结如下:
在拉深过程中,毛坯受凸模拉深力的作用,在凸缘毛坯的径向产生拉伸应力σ1,切向产生压缩应力σ3。在它们的共同作用下,凸缘变形区材料发生了塑性变形,并不断被拉入凹模内形成筒形拉深件。
2.拉深过程中变形毛坯各部分的应力与应变状态
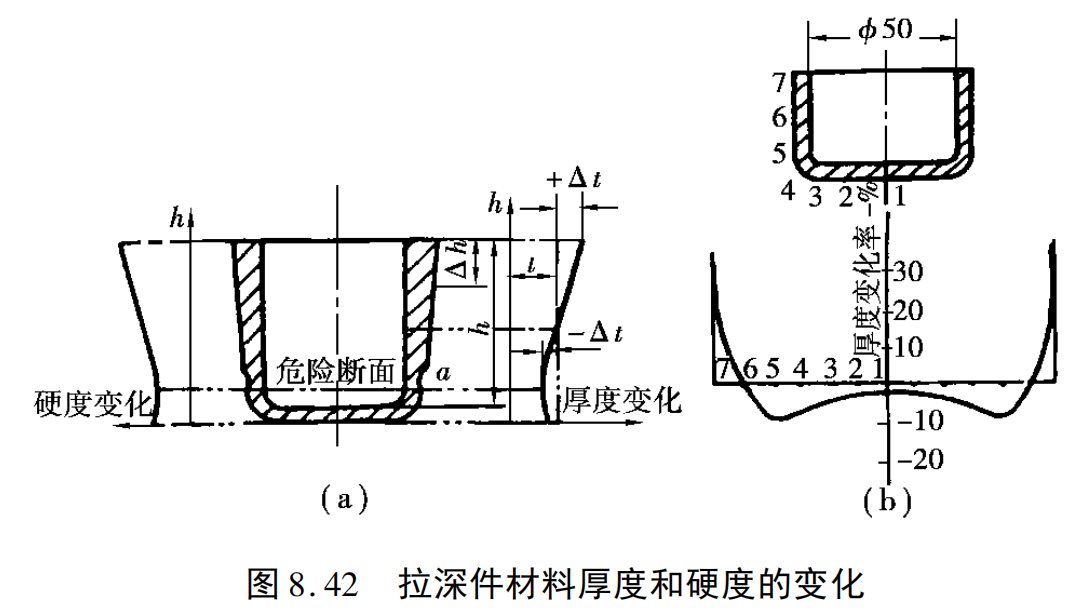
图8.42是拉深变形后,沿圆筒形制件侧壁材料厚度和硬度变化的示意图。一般是底部厚度略有变薄,且筒壁从下向上逐渐增厚。此外,沿高度方向零件各部分的硬度也不同,越到零件口部硬度越高,这些说明了在拉深变形过程中坯料的变形极不均匀。在拉深的不同时刻,毛坯内各部分由于所处的位置不同,毛坯的变化情况也不一样。为了更深刻地了解拉深变形过程,有必要讨论在拉深过程中变形材料内各部分的应力与应变状态。
现以带压边圈的直壁圆筒形件的首次拉深为例,说明在拉深过程中的某一时刻(见图8.43)毛坯的变形和受力情况。假设σ1,ε1为毛坯的径向应力与应变;σ2,ε2为毛坯的厚向应力与应变;σ3,ε3为毛坯的切向应力与应变。
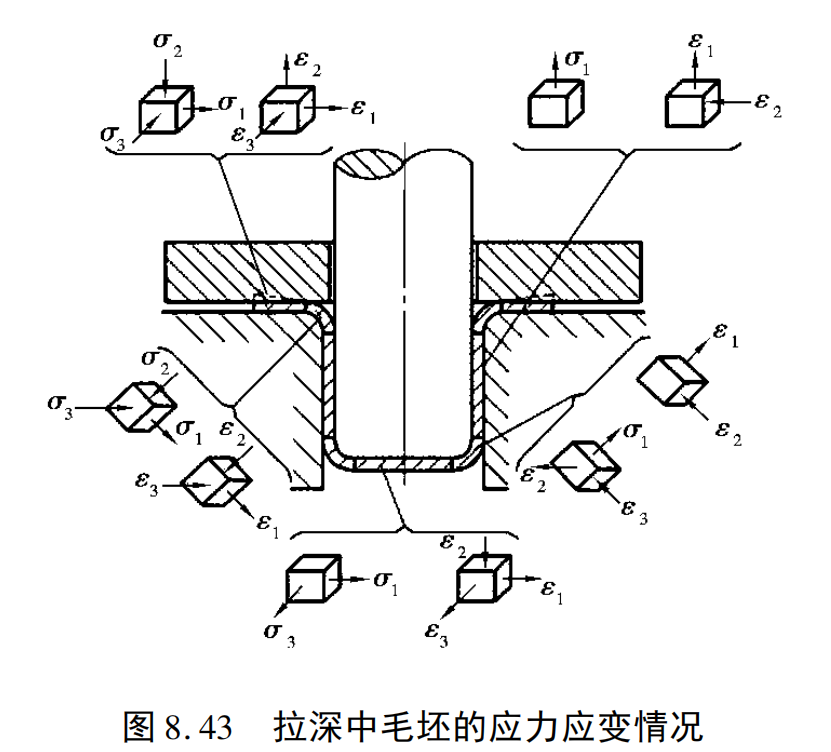
根据圆筒件各部位的受力和变形性质的不同,可将整个变形毛坯分为5个区域:
(1)平面凸缘区一主要变形区
这是拉深变形的主要变形区,也是扇形网格变成矩形网格的区域。此处材料被拉深凸模拉入凸模与凹模之间间隙而形成筒壁。这一区域变形材料主要承受切向的压应力σ3;和径向的拉应力σ1,厚度方向承受由压边力引起的压应力σ2的作用,该区域是二压一拉的三向应力状态。
由网格实验知:切向压缩与径向伸长的变形均由凸缘的内边向外边逐渐增大,因此,σ1和σ3的值也是变化的。
由网格试验知道,变形材料在凸模力的作用下挤入凹模时,切向产生压缩变形ε3,径向产生伸长变形ε1;而厚向的变形ε2,取决于σ1,和σ3之间的比值。当σ1的绝对值最大时,则ε2为压应变,当σ3的绝对值最大时,ε2为拉应变。因此,该区域的应变也是三向的。
由图8.40可知,在凸缘的最外缘需要压缩的材料最多,因此,此处的σ3;是绝对值最大的主应力,凸缘外缘的ε2应是伸长变形。如果此时σ3值过大,则此处材料因受压过大而失稳而起皱,导致拉深不能正常进行。
(2)凹模圆角区一过渡区
这是凸缘和筒壁部分的过渡区,材料的变形比较复杂,除有与凸缘部分相同的特点,即径向受拉应力σ1,和切向受压应力σ3作用外,厚度方向上还要受凹模圆角的压力和弯曲作用产生的压应力。该区域的变形状态也是三向的:ε1是绝对值最大的主应变(拉应变),ε2和ε3是压应变,此处材料厚度减薄。
(3)筒璧部分一传力区
这是由凸缘部分材料塑性变形后转化而成,它将凸模的作用力传给凸缘变形区的材料,因此是传力区。拉深过程中直径受凸模的阻碍不再发生变化,即切向应变ε3为零。如果间隙合适,厚度方向上将不受力的作用,即σ2为零。σ1是凸模产生的拉应力,由于材料在切向受凸模的限制不能自由收缩,σ3也是拉应力。因此,变形与应力均为平面状态。其中,ε1为伸长应变,ε2为压缩应变。
(4)凸模圆角区一过渡区
这是筒壁和圆筒底部的过渡区,材料承受筒壁较大的拉应力σ1、凸模圆角的压力和弯曲作用产生的压应力σ2,和切向拉应力σ3。在这个区域的筒壁与筒底转角处稍上的位置,拉深开始时材料处于凸模与凹模间,需要转移的材料较少,受变形的程度小,冷作硬化程度低,加之该处材料变薄,使传力的截面积变小,因此,此处往往成为整个拉深件强度最薄弱的地方,是拉深过程中的“危险断面”。
(5)圆筒底部一小变形区
这部分材料处于凸模下面,直接接收凸模施加的力并由它将力传给圆筒壁部,因此,该区域也是传力区。该处材料在拉深开始就被拉入凹模内,并始终保持平面形状。它受两向拉应力σ1和σ3作用,相当于周边受均匀拉力的圆板。此区域的变形是三向的ε1和ε3为拉伸应变,ε2为压缩应变。由于凸模圆角处的摩擦制约了底部材料的向外流动,故圆筒底部变形不大,只有1%~3%,一般可忽略不计。
二、筒形件拉深的主要质量问题
1.起皱
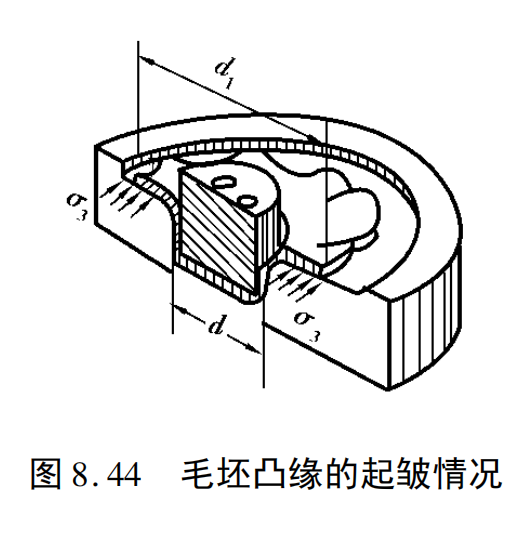
拉深时凸缘变形区的材料在切向均受到σ3压应力的作用。当σ3过大,材料又较薄,σ3超过此时材料所能承受的临界压应力时,材料就会失稳弯曲而拱起。在凸缘变形区沿切向就会形成高低不平的皱褶,这种现象称为起皱,如图8.44所示。起皱在拉深薄料时更容易发生,而且首先在凸缘的外缘开始,因为此处的σ3值最大。
变形区一旦起皱,对拉深的正常进行是非常不利的。因为毛坯起皱后,拱起的皱褶很难通过凸、凹模间隙被拉入凹模,如果强行拉入,则拉应力迅速增大,容易使毛坯受过大的拉力而导致断裂报废。即使模具间隙较大,或者起皱不严重,拱起的皱褶能勉强被拉进凹模内形成筒壁,皱折也会留在工件的侧壁上,从而影响零件的表面质量。
同时,起皱后的材料在通过模具间隙时与凸模、凹模间的压力增加,导致与模具间的摩擦加剧,磨损严重,使得模具的寿命大为降低。因此,起皱应尽量避免。
拉深是否失稳,与拉深件受的压力大小和拉深件的凸缘变形区几何尺寸有关。主要决定于下列因素:
(1)凸缘部分材料的相对厚度
凸缘部分的相对料厚,即为t/(Df-d)或t/(Rr-r)(t为料厚;Df为凸缘外径;d为工件直径;r为工件半径;Rf为凸缘半径)。凸缘相对料厚越大,即说明t较大而(D-d)较小,即变形区较小较厚,因此,抗失稳能力强,稳定性好,不易起皱。
反之,材料抗纵向弯曲能力弱,容易起皱。
(2)切向压应力σ3的大小
拉深时σ3的值决定于变形程度,变形程度越大,需要转移的剩余材料越多,加工硬化现象越严重,则σ3越大,就越容易起皱。
(3)材料的力学性能
板料的屈强比σs/σb,小,则屈服极限小,变形区内的切向压应力也相对减小,因此板料不容易起皱。当板厚向异性系数R大于1时,说明板料在宽度方向上的变形易于厚度方向,材料易于沿平面流动,因此不容易起皱。
(4)凹模工作部分的几何形状
与普通的平端面凹模相比,锥形凹模允许用相对厚度较小的毛坯而不致起皱。生产中可用下述公式概略估算拉深件是否会起皱。
平端面凹模拉深时,毛坯首次拉深不起皱的条件是:

用锥形凹模首次拉深时,材料不起皱的条件是:

式中D,d—毛坯的直径和工件的直径,毫米;
t—板料的厚度。
如果不能满足上式的要求,则要起皱。在这种情况下,必须采取措施防止起皱发生。最简单的方法(也是实际生产中最常用的方法)是采用压边圈。加压边圈后,材料被强迫在压边圈和凹模平面间的间隙中流动,稳定性得到增加,起皱也就不容易发生。
除此之外,防皱措施还应从零件形状、模具设计、拉深工序的安排、冲压条件及材料特性等多方面考虑。当然,零件的形状取决于它的使用性能和要求。因此,在满足零件使用要求的前提下,应尽可能降低拉深深度,以减小圆周方向的切向压应力。
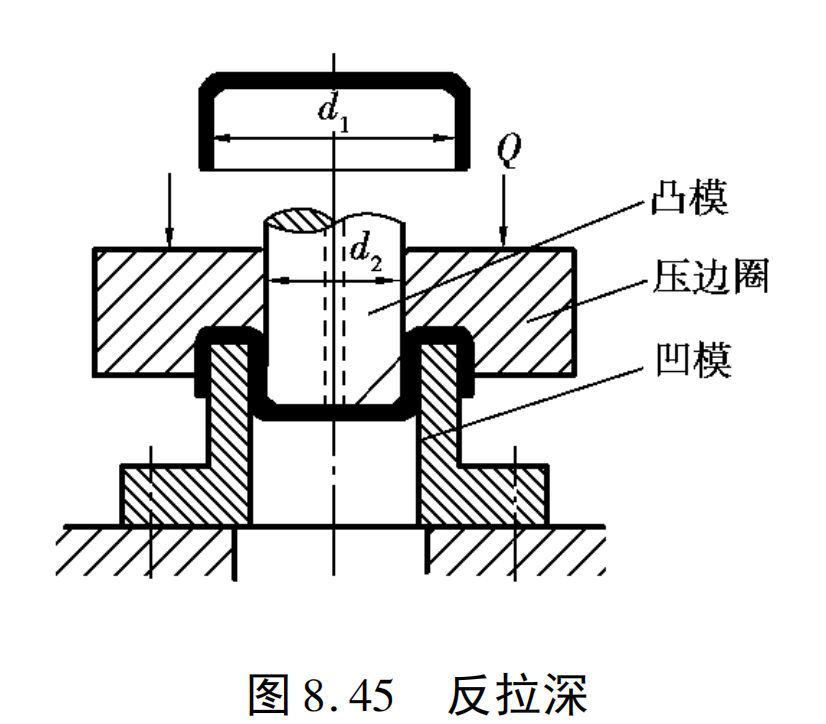
在模具设计方面,应注意压边圈和拉深筋的位置和形状;模具表面形状不要过于复杂。在考虑拉深工序的安排时,应尽可能使拉深深度均匀,使侧壁斜度较小;对于深度较大的拉深的零件,或者阶梯差较大的零件,可分两道工序或多道工序进行拉深成形,以减小一次拉深的深度和阶梯差。多道工序拉深时,也可用反拉深防止起皱,如图8.45所示。将前道工序拉深得到直径为d|的半成品,套在筒状凹模上进行反拉深,使毛坯内表面变成外表面。由于反拉深时毛坯与凹模的包角为180°,板材沿凹模流动的摩擦阻力和变形抗力显著增大,从而使径向拉应力增大,切向压应力的作用相应减小,能有效防止起皱。
冲压条件方面的措施主要是指均衡的压边力和润滑。凸缘变形区材料的压边力一般都是均衡的,但有的零件在拉深过程中,某个局部非常容易起皱,这就应对凸缘的该局部加大压边力。高的压边力虽不易起皱,但易发生高温黏结,因而在凸缘部分进行润滑仍是必要的。
2.拉裂
拉深后得到工件的厚度沿底部向口部方向是不同的,如图8.42所示。在圆筒件侧壁的上部厚度增加最多,约为30%;而在筒壁与底部转角稍上的地方板料厚度最小,厚度减少了将近10%,该处拉深时最容易被拉断。通常称此断面为“危险断面”。当该断面的应力超过此时材料的强度极限时,零件就在此处产生破裂。即使拉深件未被拉裂,由于材料变薄过于严重,也可能使产品报废。
防止危险断面破裂的根本措施是减小拉深时的变形抗力。通常是根据板料的成形性能,确定合理的拉深系数,采用适当的压边力和较大的模具圆角半径,改善凸缘部分的润滑条件,增大凸模表面的粗糙度,选用σs/σb比值小,n值和r值大的材料等。
3.拉深凸耳
筒形件拉深,在制件口端出现有规律的高低不平现象就是拉深凸耳,凸耳的数目一般为4个。
需要指出的是,板料的塑性应变比r值越大,拉深成形极限越高,但一般r值大的材料,其|△r|也越大,凸耳越严重。
这说明r值对拉深件质量有相互矛盾的两个方面的影响。欲消除凸耳获得口部平齐的拉深件,只有进行修边,修边余量应大于hmax-hmin。
4.时效开裂
所谓时效开裂,是指制件拉深成形后,由于经受到撞击或振动,甚至存放一段时间后出现的口部开裂现象,且一般是以口端先开裂,进而扩展开来。预防时效开裂的措施有:拉深后及时修边;在拉深过程中及时进行中间退火;在多次拉深时尽量在其口部留一条宽度较小的凸缘边等。
三、拉深的辅助工序
拉深工艺中的辅助工序较多,可分为:
①拉深工序前的辅助工序,如毛坯的软化退火、清洗、喷漆及润滑等。
②拉深工序间的辅助工序,如半成品的软化退火、清洗、修边及润滑等。
③拉深后的辅助工序,如切边、消除应力退火、清洗、去毛刺、表面处理及检验等。
现将主要的辅助工序简介如下:
1.润滑
润滑在拉深工艺中,主要是改善变形毛坯与模具相对运动时的摩擦阻力,同时也有一定的冷却作用。润滑的目的是降低拉深力、提高拉深毛坯的变形程度,提高产品的表面质量和延长模具寿命等。拉深中,必须根据不同的要求选择润滑剂的配方和选择正确的润滑方法。如润滑剂(油),一般只能涂抹在凹模的工作面及压边圈表面。也可以涂抹在拉深毛坯与凹模接触的平面上,而在凸模表面或与凸模接触的毛坯表面切忌涂润滑剂(油)等。常用的润滑剂见有关冲压设计资料。还需注意,当拉深应力较大且接近材料的强度极限σb时,应采用含量不少于20%的粉状填料的润滑剂,以防止润滑液在拉深中被高压挤掉而失去润滑效果。也可以采用磷酸盐表面处理后再涂润滑剂。
2.退火
拉深工艺中的热处理是指落料毛坯的软化处理、拉深工序间半成品的退火及拉深后零件的消除应力的热处理。毛坯材料的软化处理是为了降低硬度,提高塑性,提高拉深变形程度,使拉深系数m减小,提高板料的冲压成形性能。拉深工序间半成品的热处理退火,是为了消除拉深变形的加工硬化,恢复加工后材料的塑性,以保证后续拉深工序的顺利实现。对某些金属材料(如不锈钢、高温合金及黄铜等)拉深成形的零件,拉深后在规定时间内的热处理,目的是消除变形后的残余应力,防止零件在存放(或工作)中的变形和蚀裂等现象。中间工序的热处理方法主要有两种:低温退火和高温退火(参见有关材料的热处理规范参看有关手册)。
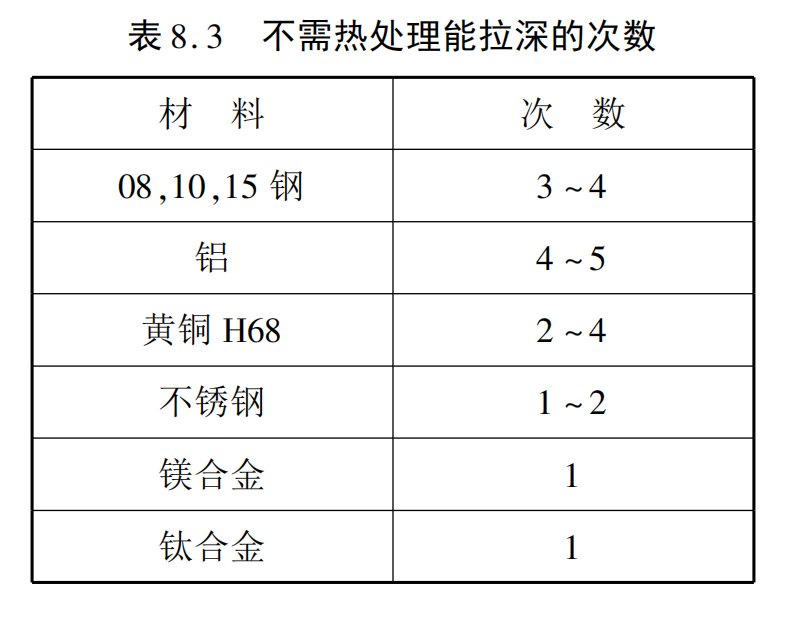
拉深工序间的热处理,一般是使用在高硬化金属(如不锈钢、高温合金等),是在拉深一、二次工序后,必须进行中间退火工序,否则后续拉深无法进行。不进行中间退火工序能连续完成拉深次数的材料,可参见表8.3。
3.酸洗
酸洗用于拉深前对热处理后的平板毛坯和中间退火工序后的半成品及拉深后的零件进行清洗的工序,目的在于清除拉深零件表面的氧化皮、残留润滑剂及污物等。一般在对零件酸洗前,应先用苏打水去油,酸洗后还需要进行仔细的表面洗涤,以便将残留于零件表面上的酸洗掉。其办法是,先在流动的冷水中清洗,然后放在60~80°C的弱碱液中中和,最后用热水洗涤再干燥。有关酸洗溶液配方见冲压设计资料。
(作者:饶传锋 李黎 董代进 胡云翔)
 公安备案号 50011202501662
公安备案号 50011202501662