《冲压工》 | 第七章 冲压操作 第一节 冲件材料的合理利用
一、冲裁排样
冲裁件在板料或条料上布置排列的方法称为排样。
制件的排样与材料的利用率有密切关系,对制件的成本影响很大,为此应设法在有限的材料面积上冲出最多数量的制件(废料最少)。
实际上,冲压制件的材料费在制件成本中所占的比例相当大,对金、铜等贵重金属尤其如此。此外,排样好坏还影响生产率的高低、模具寿命及经济效益等。因此,排样是一项既复杂又灵活,要凭一定的实际经验进行综合处理的重要设计工作。
如图7.1所示,由于排样方法的逐渐改进,材料利用率也得到不断提高,但是仅仅考虑材料利用率的提高还不够,还必须综合考虑操作的方便性和模具结构的合理性等问题。
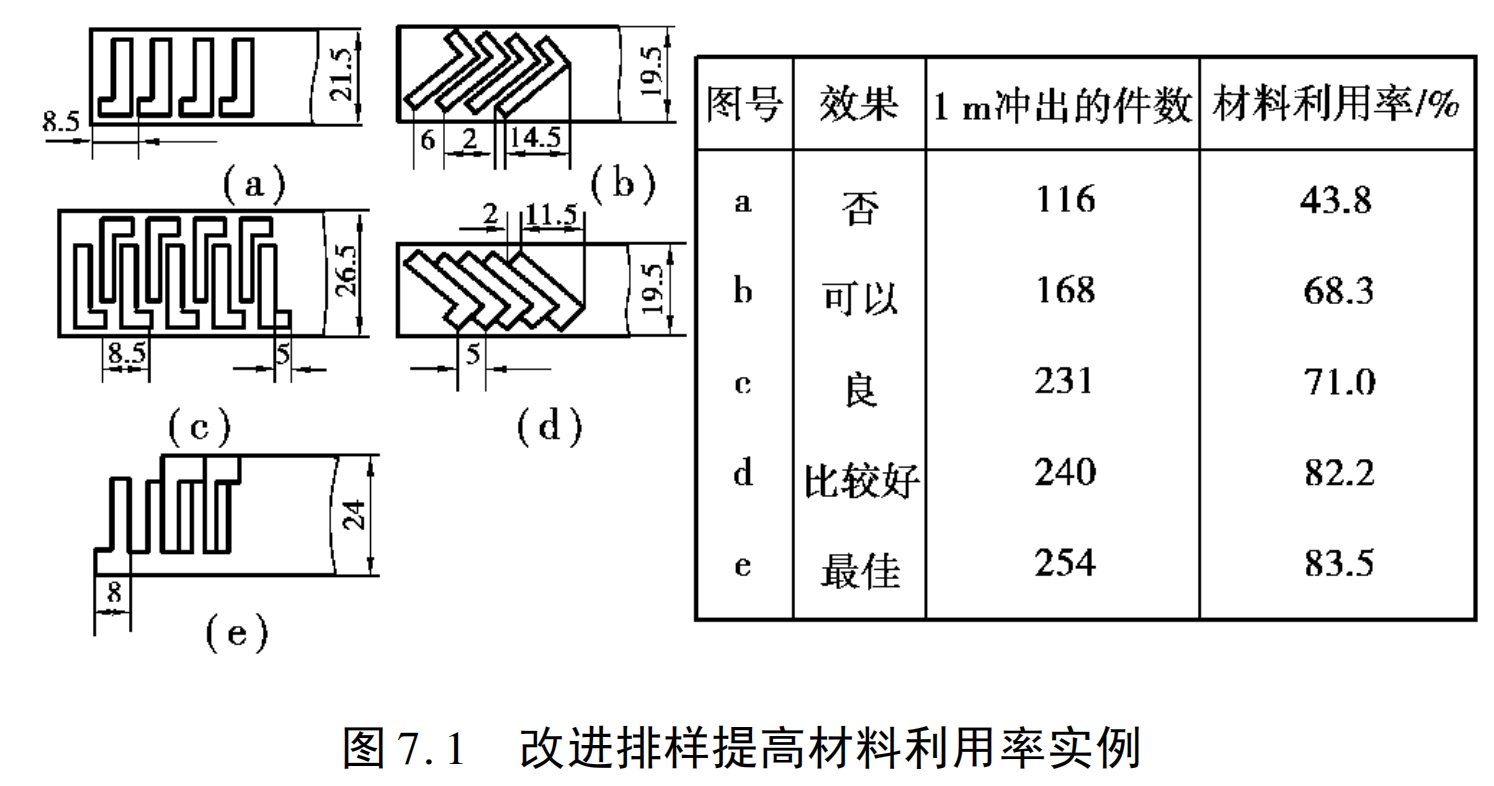
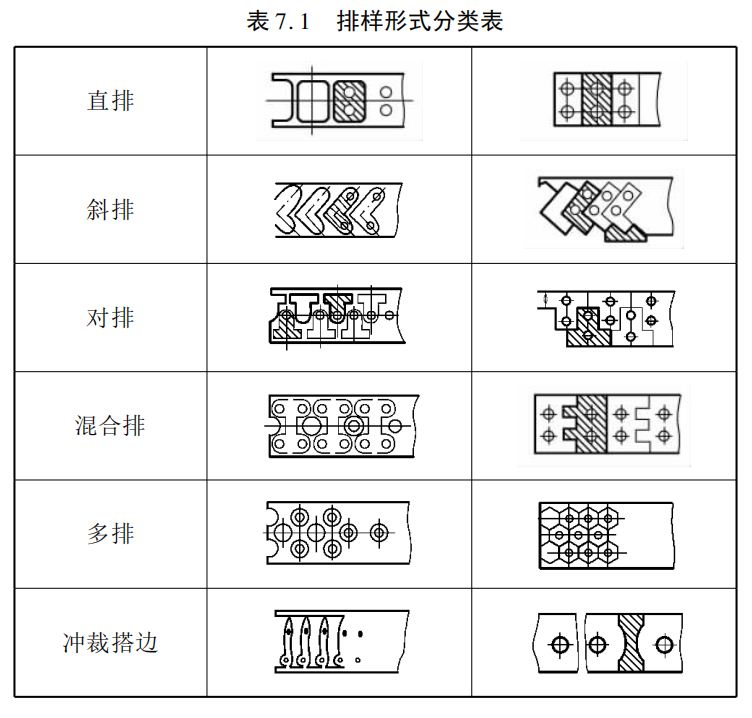
如图7.2所示,可以清楚地看出材料利用率从80%提高到85%~90%,实际上材料费几乎没有多大降低,此区间其主要目的在于改进模具结构。冲裁排样可分为两大类:第一类是按废料角度分类,可分为有废料排样、少费料排样和无废料排样3种;第二类按制件排列形式分类,可分为直排法、斜排法、对排法、混合排法、多排法和冲裁搭边6种。第二类分类在实际生产中应用极广,如表7.1所示。
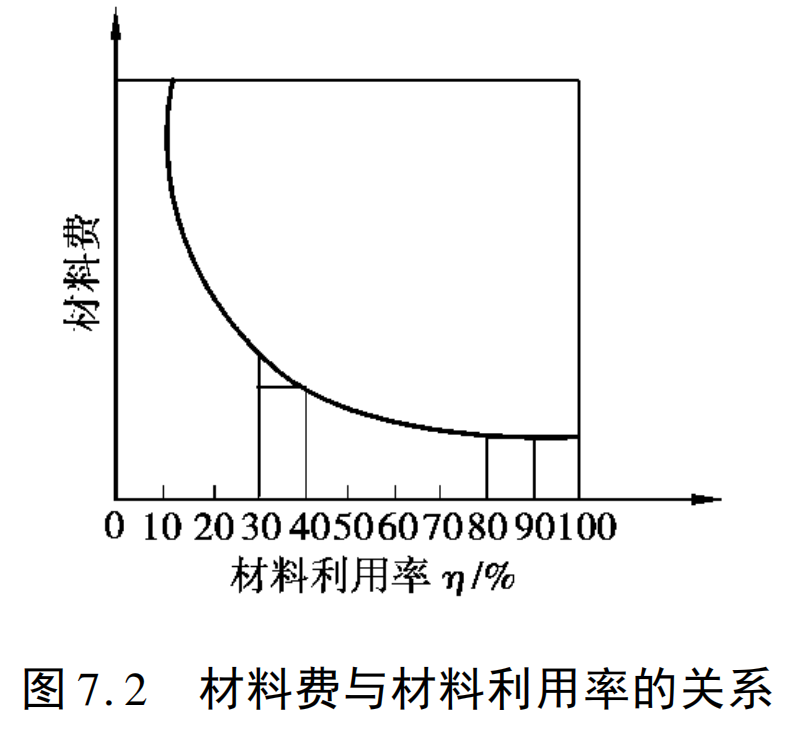
表7.1是冲压制件一般规律性的排样方法。
其中,有废料排样部分,由于条料宽度较大,故排样时的料宽值应尽量取偏小值;还有少废料排样与无废料排样部分,材料利用率虽高,但冲裁时由于凸模刃口受不均衡侧压力的作用,从技术上来说,给模具设计带来一定的困难,因此,必须注意以下两点:
①相邻两制件的相接线必须重合。
②相邻制件的毛刺方向各不相同。
表7.1中的直排法用于长方形简单几何体;斜排法用于形状稍复杂的“L”形;对排法一般用于“T”形制件,这种排样方法可大大提高生产率和材料的利用率,但其缺点是送料操作中容易发生故障,引起生产率下降,因此,必须特别注意设计材料的导向和挡料销的结构及布局;混合排法是在同一块材料上采用套裁的方法,这种排样方法可大大提高材料利用率和生产率,但必须注意制件厚度要相等;多排法有效地利用了料宽,材料利用率可显著提高,生产率也高,此方法对生产批量大、形状又简单的制件特别有效,但是模具制造费用一般较高。生产实践证明,如排列行数为3排和双排时,材料利用率急骤提高,而在4排以上时,材料利用率提高甚微,因而失去了实际的生产意义,这是每个冲压工艺设计者均应注意的问题,盲目地多排列将会事倍功半,适得其反。
二、工艺废料的确定
工艺废料主要是指冲载时的搭边余料。排样时,制件与制件间、制件与条(板)料边缘之间的余料称为搭边。搭边虽然是废料,但在冲压工艺上起了很大的作用:第一补偿定位误差,保证冲出合格制件;第二保持条料的刚性,便于送料。
搭边值的大小决定于制件的形状、材质、料厚及板材下料方法。搭边值太小,虽可提高材料利用率,但将造成送料不易正确、制件尺寸精度差、圆角带增大、侧压力左右不同、凸模弯曲变形及模具寿命短等缺陷。因此,正确选择搭边值也是模具设计中不可忽视的问题。
下面介绍两种板材下料和冲载工艺废料的取法。
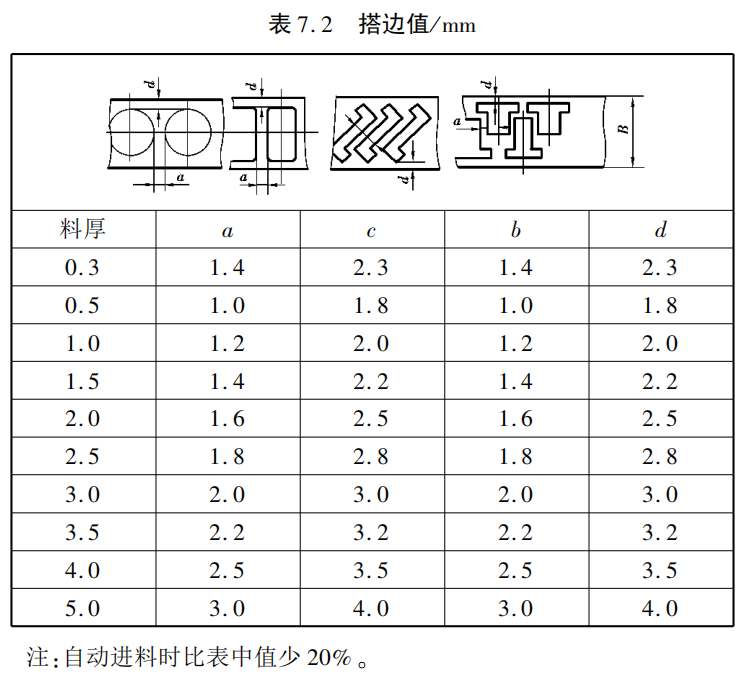
1.普通冲载的板材下料
搭边值由经验确定如表7.2所示。
2.多工序级进冲压时的板材下料
这里主要研究切断、切口和切边等工艺废料值的确定及板材下料时必要的经济性。
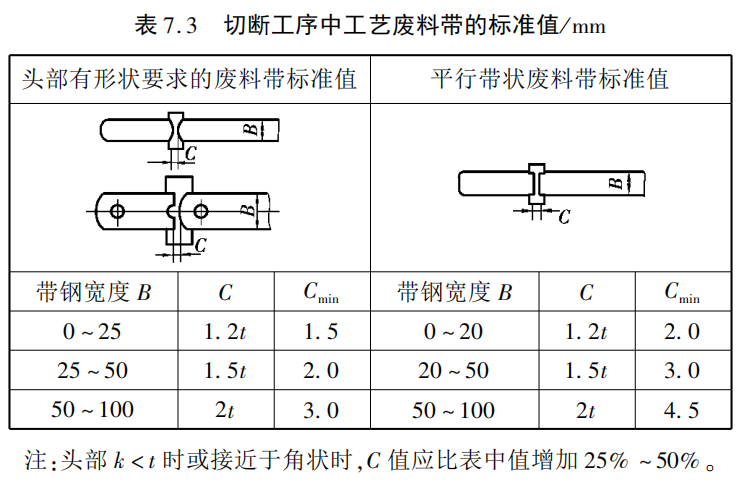
(1)切断工序中工艺废料值的确定。它主要是指制件之间被切除的废料带的值,如表7.3所示。若板料厚度为1.2~1.5毫米以上时,切断宽度尺寸取C值;若板料厚度为1.2~1.5毫米以下时,由凸模尺寸、形状和制造等因素确定,一般以Cmim值作参考数。可见,C值最适合的数值为(1.2~2)t,如果取的C值比Cmin值小,则采用Cmin值。
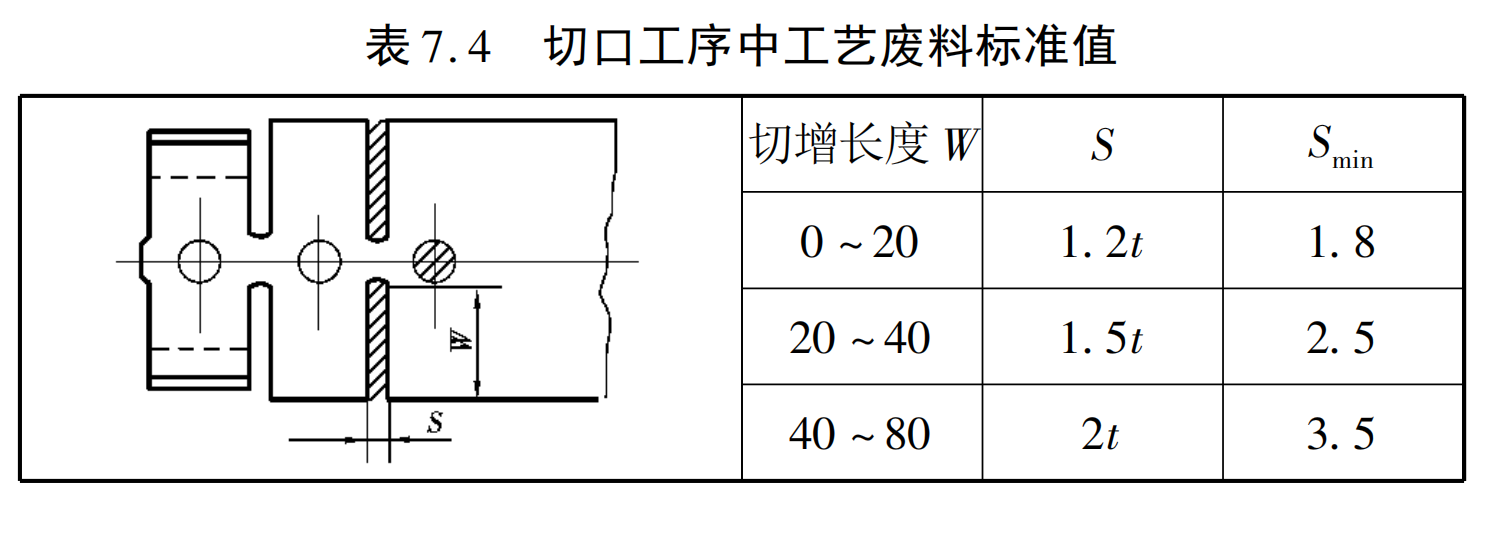
(2)切口工序中工艺废料值的确定。在级进式冲压加工中,切口工序使用极广。设计时可参考表7.4所示的切口加工工艺废料标准值。其具体取值原则与切断工序相同。
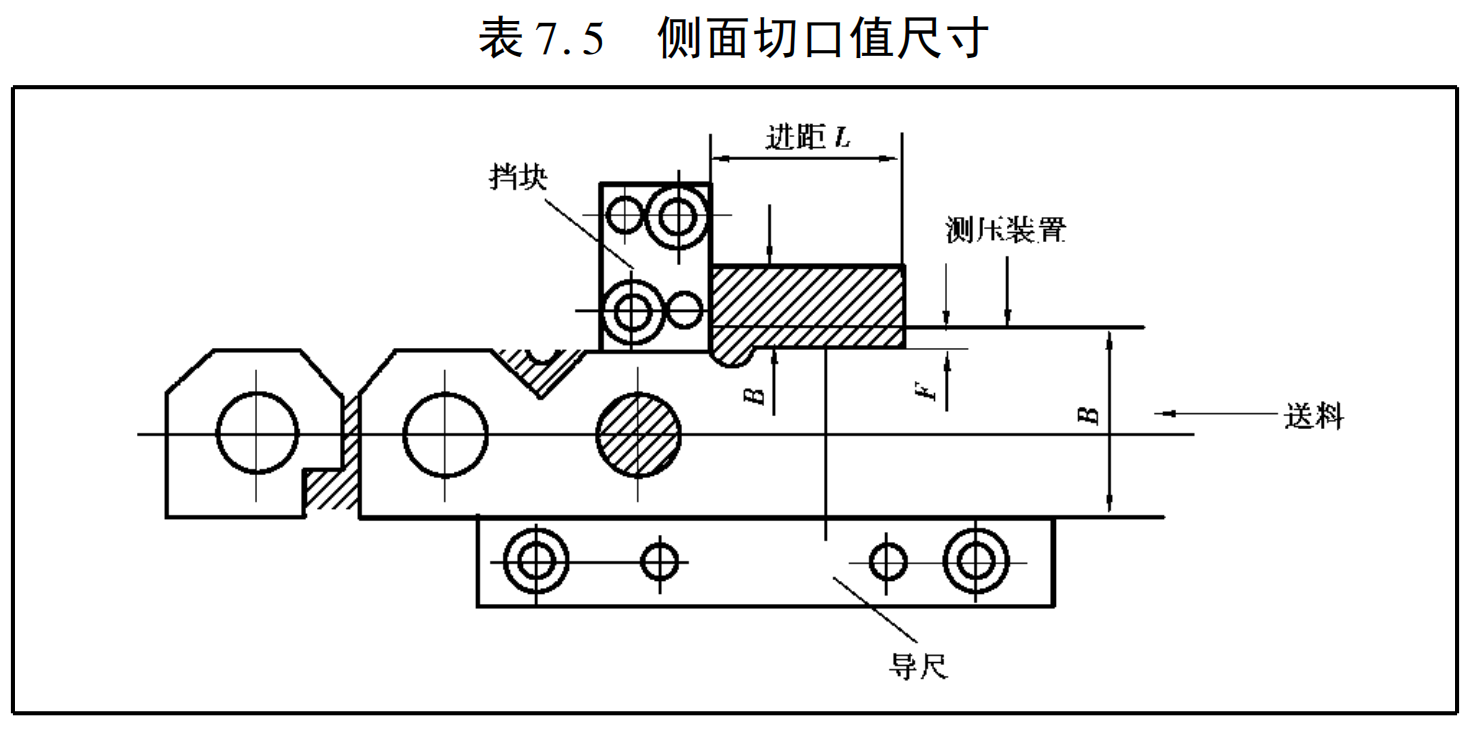
(3)材料侧面切口值的确定。送进方向,上材料边缘的工艺废料切除量与送料进距有密切的关系。送料进距(国家标准GB8845—88规定)是指滑块每行程一次材料所送进的长度。切除条料侧边的工艺废料有两个目的:第一是便于送料;第二是与导料板配合,使之确保板料定位准确。
如表7.5所示的结构形式即是上述目的的具体化。由表7.5中提供的送料进距L可以方便地求出侧刃切进长度尺寸L。一般取侧刃长度等于进距L,然后根据料厚t与侧刃切进长度L(或料宽B),便可求得切边宽度F。
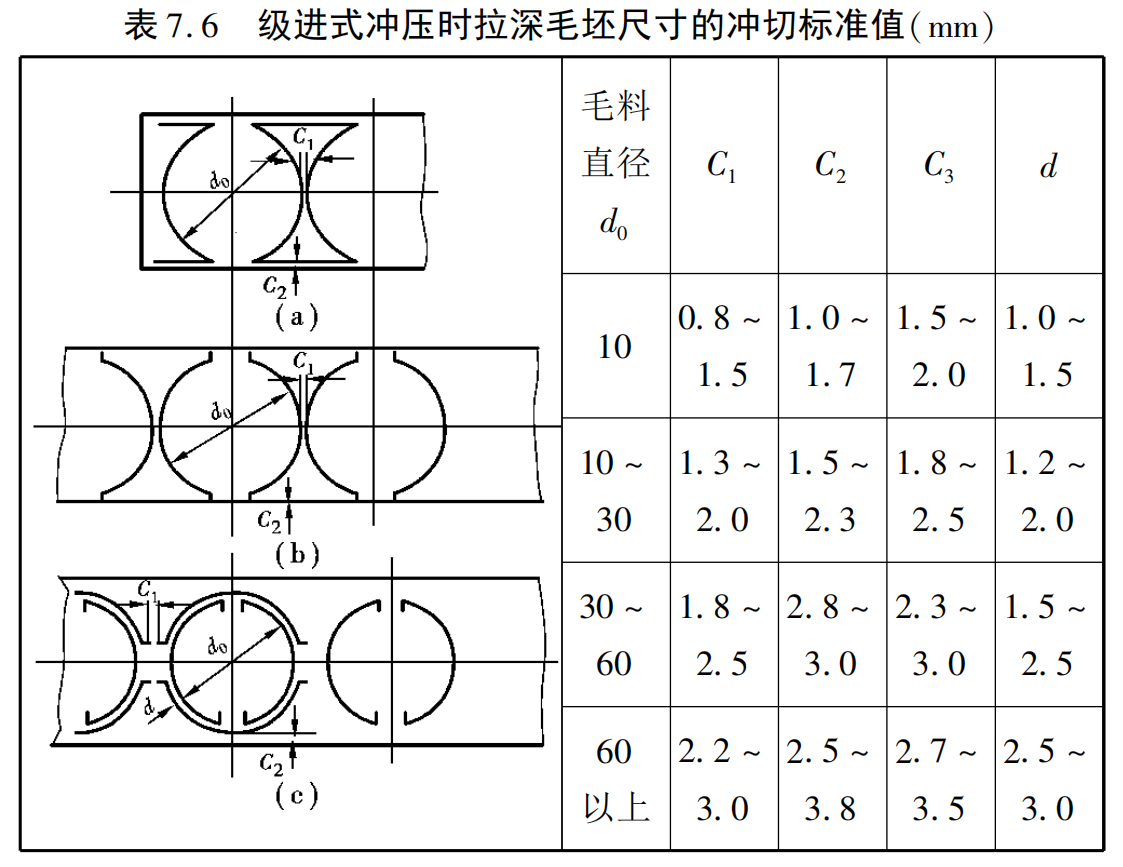
(4)拉深毛料尺寸的冲切标准值。当采用多工序级进冲压法进行拉深加工时,常用切口与切缝法来获得拉深毛料尺寸,其切口与切缝的标准尺寸如表7.6所示。当材料较薄、材质较软、浅拉深时,各参数应取表中小值;相反,则取大值。
三、材料利用的计算
1.条料宽度的计算
(1)有侧压装置,则

(2)无侧压装置,则

(3)采用则刃,则

式中L——制件垂直于送料方向的基本尺寸,mm;
△——条料的宽度公差,见表7.7;n-侧刃数;
A——侧面搭边值:
F——侧刃裁切的条料的切口宽,见表7.8或表7.5;
C一送料保证间隙,B≤100,C=0.5~1.0;B>>100,C=1.0~1.5。
2.材料利用率的计算
(1)通用计算法。制件的实际面积与板料面积的百分比称为材料利用率,一般用n表示。在冲压工艺中,通用计算法采用一个进距的条料面积与此单位面积内所得到的制件面积的百分比来表示材料利用率,即

(2)规则几何形状计算法。如圆形制件,当料边值等于搭边值时,材料利用率的经验公式为
n——制件排列行数;
A——料边值或搭边值,mm;
d——圆形制件的直径,mm。
 公安备案号 50011202501662
公安备案号 50011202501662