《铣工》 | 第三章 铣削平面及连接面 第二节 铣削平面
铣削加工与铣床工作台台面平行,且没有位置要求的平面,如图3.1中的底面。
一、铣削平面的刀具及应用场合
铣平面,可用圆柱铣刀(杆铣刀),也可用端面铣刀(铲刀)。在卧式铣床上,当铣出的平面与铣床工作台面平行时,用圆柱铣刀加工,如图3.2所示;在卧式铣床上,当铣出的平面与铣床工作台面垂直时,用端面铣刀加工,如图3.3(a)所示;在立式铣床上,当铣出的平面与铣床工作台面平行时,用端面铣刀加工,如图3.3(b)所示。
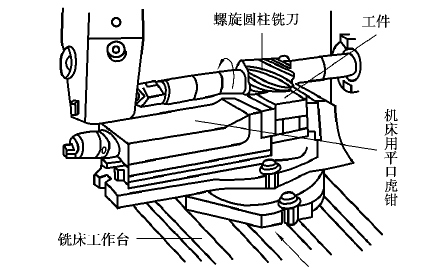
图3.2 圆柱铣刀铣削平面
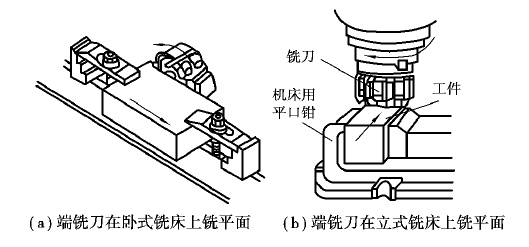
图3.3 端面铣刀铣削平面
二、用圆柱铣刀铣削平面
(1)圆柱铣刀的选择
a.圆柱铣刀类型的选择。圆柱铣刀有直齿和螺旋齿两类,螺旋齿刀齿铣削工件时,逐渐切入工件,铣削较平稳,因此,铣平面应选用螺旋齿圆柱铣刀。
b.圆柱铣刀长度的选择。圆柱铣刀的长度应大于工件加工平面的宽度。如图3.1所示,零件底面和上面的宽度尺寸是50毫米,所以铣削底面和上面时选用的圆柱铣刀的刀齿宽度应大于50毫米。
c.圆柱铣刀直径的选择。粗铣时,按铣削层深度的大小确定圆柱铣刀直径。铣削层深度大,选用直径大一些的铣刀。精铣时,取较大直径的铣刀加工,以提高表面粗糙度。
d.圆柱铣刀齿数的选择。粗铣时,用粗齿;精铣时,用细齿。
(2)圆柱铣刀铣削平面时,铣削用量的确定
a.铣削层深度的确定。粗铣时,若加工余量不大,可一次切除;精铣时,铣削层深度可取0.5~1毫米。
b.每齿进给量的确定。一般取0.02~0.3毫米/转。粗铣时,可取大一点;精铣时,应取小一点。
c.铣削速度的确定。用高速工具钢铣刀加工时,一般取16~35米/分。粗铣时,取较小值;精铣时,取较大值。
(3)圆柱铣刀铣削平面时,工件的装夹
在卧式铣床上铣削中小型工件的平面时,一般都采用机用虎钳装夹。其装夹步骤是:
a.安装机床用平口虎钳。机床用平口虎钳安装在铣床工作台上,并找正,使钳口与工作台纵向进给方向一致。
b.清洁。将平口虎钳的钳口和导轨面擦干净。
c.装工件。放置平行垫铁,使工件高出钳口适当高度,以便铣削加工。夹紧工件,用锤子轻轻敲击工件,检查工件是否被夹紧;拉动垫铁,检查垫铁是否贴紧工件。
当工件两面的平行度较差时,应在钳口和工件之间垫较厚的铜片或厚纸,借助铜片的变形增加接触面,使工件装夹得较稳固。
(4)圆柱铣刀铣削平面操作方法
移动工作台,当工件处于圆柱铣刀的下方时,开始对刀。对刀时,启动机床,铣刀旋转,摇动升降台进给手柄,工件缓慢上升,当铣刀与工件刚刚接触时,记下升降刻度盘刻度值。
然后下降工作台,摇动纵向手柄,推出工件,按毛坯件实际尺寸调整铣削层深度。余量不大时可采用逆铣法,一次进给铣削至图样要求,否则可分粗铣和精铣。
三、用端面铣刀铣削平面
对较大平面的铣削加工,一般都用端面铣刀,在立式铣床上进行。
用高速工具钢端铣刀铣削平面的方法与步骤,与圆柱铣刀加工基本相同,但端铣刀的直径应为铣削层宽度的1.2~1.3倍;用硬质合金端铣刀进行高速铣削时,其切削速度一般取80~120米/分。
四、铣削平面的检验
铣削完毕,卸下工件,检查加工部分是否符合图纸要求。
(1)工件尺寸的检验
用游标卡尺或千分尺直接测量工件各部分尺寸。
(2)工件表面粗糙度的检验
用表面粗糙度样板与被加工面比较。
(3)工件平面度的检验
用刀口尺以透光法检验。
(作者:饶传锋 胡云翔 董代进)
 公安备案号 50011202501662
公安备案号 50011202501662