《电子装接工》 | 第二章 常用电工工具和测量仪表的使用 第一节 常用电工工具的使用
一、试电笔
(1)试电笔及分类
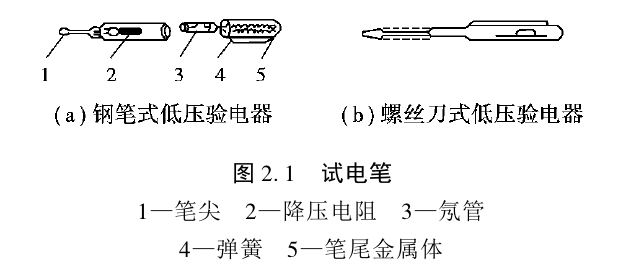
试电笔又称低压验电器,是检验导线、电器是否带电的一种常用工具,检测范围为50~500伏,有钢笔式、旋具式和组合式多种。通常由笔尖、降压电阻、氖管、弹簧、笔尾金属体等部分组成,如图2.1所示。
(2)试电笔的使用方法和注意事项
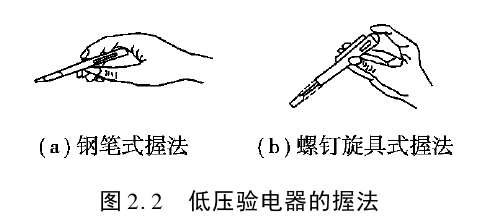
试电笔使用时手指必须接触其金属部分,将氖管小窗背光朝向自己,如图2.2所示。只要带电体与大地之间的电位差超过50伏时,电笔中的氖泡就会发光。
(1)使用前,先要在有电的导体上检查电笔是否正常发光,检验其可靠性。
(2)在明亮的光线下往往不容易看清氖泡的辉光,应注意避光。
(3)试电笔的笔尖虽与螺丝刀形状相同,它只能承受很小的扭矩,不能像螺丝刀那样使用,否则会损坏。
(4)试电笔可以用来区分相线和零线,氖泡发亮的是相线,不亮的是零线。试电笔也可用来判别接地故障。如果在三相四线制电路中发生单相接地故障,用电笔测试中性线时,氖泡会发亮;在三相三线制线路中,用电笔测试三根相线,如果两相很亮,另一相不亮,则这相可能有接地故障。
(5)试电笔可用来判断电压的高低。氖泡越暗,则表明电压越低;氖泡越亮,则表明电压越高。
二、螺丝刀
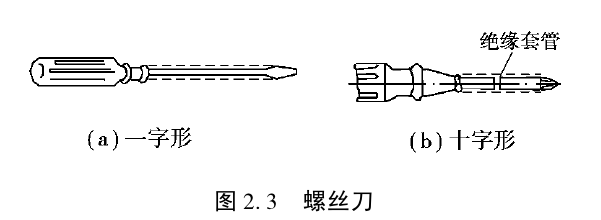
螺丝刀又称起子或旋凿,是用来紧固或拆卸带槽螺钉的常用工具。螺丝刀按头部形状的不同,有一字形和十字形两种,如图2.3所示。
一字形螺丝刀用来紧固或拆卸带一字槽的螺钉,其规格用柄部以外的体部长度表示,电工常用的有50毫米、150毫米两种。
十字形螺丝刀是专供紧固或拆卸带十字槽的螺钉,其长度和十字头大小有多种,按十字头的规格分为四种型号:1号适用的螺钉直径为2~2.5毫米,2号为3~5毫米,3号为6~8毫米,4号为10~12毫米。
组合式螺丝刀,它配有多种规格的一字头和十字头,螺丝刀可以方便更换,具有较强的灵活性,适合紧固和拆卸多种不同的螺钉。
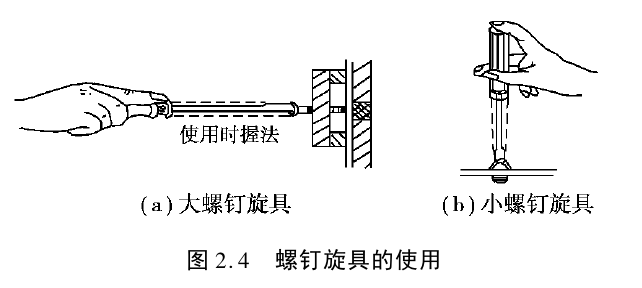
螺丝刀是电工最常用的工具之一,使用时应选择带绝缘手柄的螺丝刀,使用前先检查绝缘是否良好;螺丝刀的头部形状和尺寸应与螺钉尾槽的形状和大小相匹配,严禁用小螺丝刀去拧大螺钉,或用大螺丝刀拧小螺钉;更不能将其当凿子使用。螺丝刀的使用方法如图2.4所示。
三、电工刀
电工刀是用来剖削和切割电工器材的常用工具,电工刀外形如图2.5所示。
电工刀的刀口磨制成单面呈圆弧状的刃口,刀刃部分锋利一些。在剖削电线绝缘层时,可把刀略微向内倾斜,用刀刃的圆角抵住线芯,刀口向外推出。这样既不易削伤线芯,又防止操作者受伤。
切忌把刀刃垂直对着导线切割绝缘,以免削伤线芯。严禁在带电体上使用没有绝缘柄的电工刀进行操作。
四、钢丝钳
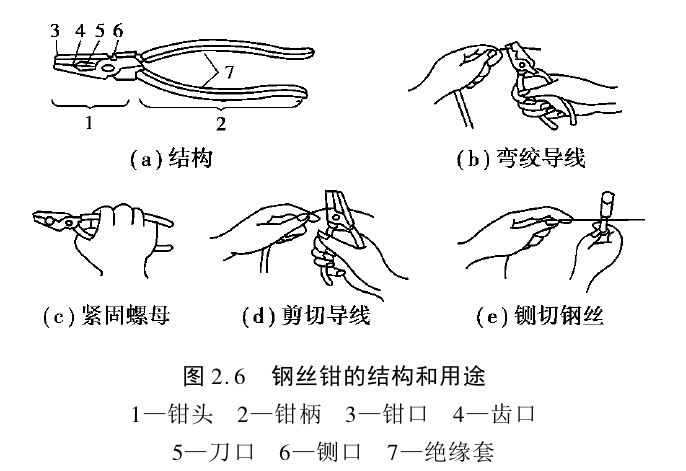
钢丝钳又称克丝钳、老虎钳,是电工应用最频繁的工具。电工钢丝钳由钳头和钳柄两部分组成。钳头包括钳口、齿口、刀口、铡口四部分,其结构如图2.6所示。其中钳口可用来钳夹和弯绞导线;齿口可代替扳手来拧小型螺母;刀口可用来剪切电线、掀拔铁钉;铡口可用来铡切钢丝等硬金属丝。
使用钢丝钳时应注意:
①使用前,必须检查其绝缘柄,确定绝缘状况良好,否则,不得带电操作,以免发生触电事故。
②用钢丝钳剪切带电导线时,必须单根进行,不得用刀口同时剪切相线和零线或者两根相线,以免造成短路事故。
③使用钢丝钳时刀口要朝向内侧,便于控制剪切部位。
④不能用钳头代替手锤作为敲打工具,以免变形。钳头的轴销应经常加机油润滑,保证其开闭灵活。
五、尖嘴钳
外形图如图2.7所示,尖嘴钳的头部尖细,适用于在狭小的空间操作。钳头用于夹持较小螺钉、垫圈、导线和把导线端头弯曲成所需形状;小刀口用于剪断细小的导线、金属丝等。电工用尖嘴钳采用绝缘手柄,其耐压等级为500伏。
六、斜口钳
斜口钳又称断线钳,其头部扁斜,电工用斜口钳的钳柄采用绝缘柄,外形如图2.8所示,其耐压等级为1000伏。斜口钳专供用来剪断较粗的金属丝、线材及电线电缆等。
七、剥线钳
剥线钳用来剥削直径3毫米及以下绝缘导线的塑料或橡胶绝缘层,其外形如图2.9所示,它由钳口和手柄两部分组成。剥线钳手柄也装有绝缘套。
剥线钳钳口分有0.5~3毫米的多个直径切口,用于不同规格线芯的剥削。使用时应使切口与被剥削导线芯线直径相匹配,切口过大难以剥离绝缘层,切口过小会切断芯线。使用时把待剥导线放入相应的咬口中(咬口要比导线直径稍大),然后用力握钳柄,导线的绝缘层即被剥落并自动弹出。
八、电烙铁
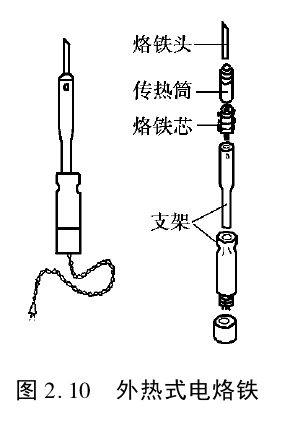
1.外热式电烙铁外热式电烙铁的结构如图2.10所示。它是由烙铁头、烙铁芯、外壳、木柄、电源引线、插头等部分组成。由于烙铁头安装在烙铁芯里面,故称为外热式电烙铁。
2.内热式电烙铁
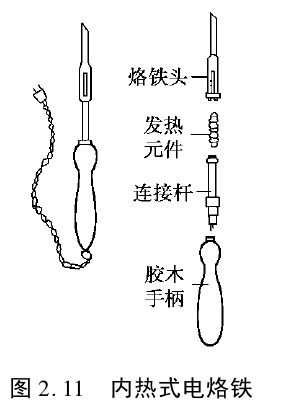
内热式电烙铁外形和内部结构如图2.11所示,主要部分由烙铁头、发热器、连接杆、手柄等组成。由于它的发热元件装在烙铁头空腔内部,故称为内热式。
3.电烙铁的选用
由前述可知,电烙铁的种类及规格有很多种,而且被焊接工件的大小又有所不同,因而合理地选用电烙铁的功率及种类,对提高焊接质量和效率有直接的关系。如果被焊件过大,使用的电烙铁功率较小,则焊接温度过低,焊料熔化较慢,焊剂不能挥发,焊点不光滑、不牢固,这样势必造成焊接强度以及外观质量的不合格,甚至焊料不能熔化,使焊接无法进行。如果电烙铁的功率太大,则使过多的热量传递到被焊工具上面,元器件的焊点过热,造成元器件的损坏,或致使印制电路板的铜箔脱落,焊料在焊接面上流动过快,无法控制。
正确选用电烙铁,可以从以下几个方面考虑:
①焊接集成电路、晶体管及受热易损元器件时,应选用20瓦内热式或25瓦外热式电烙铁。
②焊接导线及同轴电缆时,应选用45~75瓦外热式电烙铁或50瓦内热式电烙铁。
③焊接较大的元器件时,如输出变压器的引线脚、大电解电容器的引线脚、金属底盘接地焊片等,应选用100瓦以上的电烙铁。
4.电烙铁的使用方法
(1)电烙铁的握法
为了能使焊件焊接牢靠又不烫伤被焊接周围的元器件及导线,视被焊件的位置及大小及电烙铁的规格大小,适当地选择电烙铁的握法是很重要的。
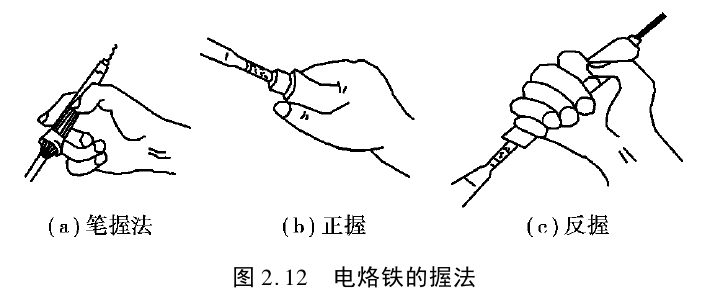
电烙铁的握法可分为三种,如图2.12所示。图(a)为笔握法。此法适用于小功率的电烙铁焊接散热量小的被焊件,如焊接收音机、电视机的印制电路板及其维修等。图(b)所示为正握法。此法使用的电烙铁较大且多为弯形烙铁头。图(c)为反握法,就是用五指把电烙铁的柄握在掌内。此法适用于大功率电烙铁焊接散热量较大的被焊件。
(2)新烙铁在使用前的处理
一把新烙铁不能拿来马上使用,必须先对烙铁头进行处理后才能正常使用,也就是说在使用前应先给烙铁头镀上一层焊锡。具体的方法是:首先用锉把烙铁头按需要锉成一定的形状,然后接上电源,当烙铁头温度升至能熔锡时,将松香涂在烙铁头上,等松香冒烟后再涂上一层焊锡,如此进行二至三次,使烙铁头的刃面全部挂上一层锡便可使用了。
当烙铁使用一段时间后,烙铁头的刃面及其周围就要产生一种氧化膜,这样便产生“吃锡”困难的现象,此时可锉去氧化膜,重新镀上焊锡。
(3)烙铁头长度的调整
经过选择烙铁头的功率大小后,已基本满足焊接温度的需要,但是仍不能完全适应印制电路板中所装元器件的需求。如焊接集成电路与晶体管时,烙铁头的温度就不能太高,且时间不能过长,此时便可将烙铁头插在烙铁芯上的长度进行适当地调整,进而控制烙铁头的温度。
(4)烙铁头的选用
烙铁头有直头和弯头两种,当采取笔握法时,直烙铁头的电烙铁使用起来比较灵活,适合在元器件较多的电路中进行焊接。弯烙铁头的电烙铁用正握法比较适合,多用于线路板垂直桌面情况下的焊接。
(5)防止“吃锡”
电烙铁不易长时间通电而不使用,因为这样容易使电烙铁芯加速氧化而烧断,也将使烙铁头因长时间加热而氧化,甚至被“烧死”不再“吃锡”。
(6)更换烙铁芯
更换烙铁芯时要注意引线不要接错,因为电烙铁有三个接线柱,而其中一个是接地的,另外两个是接烙铁芯两根引线的(这两个接线柱通过电源线,直接与220伏交流电源相接)。
如果将220伏交流电源线错接到接地线的接线柱上,则电烙铁外壳就要带电,被焊接也要带电,这样就会发生触电事故。
(7)选用助焊剂
电烙铁在焊接时,最好选用松香焊剂以保护烙铁头不被腐蚀。氧化锌和酸性焊油对烙铁头的腐蚀性较大,会使烙铁头的寿命缩短,因而不常采用。
5.电烙铁的常见事故及其维护
电烙铁在使用过程中常见事故有:电烙铁通电后不热、烙铁头不吃锡、烙铁带电等事故。下面以内热式20瓦电烙铁为例加以说明。
(1)电烙铁通电后不热
遇到此故障时可以用万用表的欧姆挡测量插头的两端,如果表针不动,说明有断路故障。当插头本身没有断路故障时,即可卸下胶木柄,再用万用表测量烙铁芯的两根引线,如果表针仍不动,说明烙铁芯损坏,应更换新的烙铁芯。如果测量烙铁芯两根引线电阻值在2.5千欧左右,说明烙铁芯是好的,故障出现在电源引线及插头上,多数故障为引线断路,插头的接点断开。可进一步用万用表的R×1挡测量引线的电阻值,便可发现问题。
更换烙铁芯的方法:是将固定烙铁芯引线螺丝松开,将引线卸下,把烙铁芯从连接杆中取出,然后将新的同规格烙铁芯插入连接杆,将引线固定在固定螺丝上,并注意将烙铁芯多余线头剪掉,以防止两根引线短路。当测量插头的两端时,如果万用表的表针指示接近0欧,说明有短路故障,故障点多为插头内短路,或者是防止电源引线转动的压线螺丝脱落,致使接在烙铁芯引线柱上的电源线断开而发生短路。当发现短路故障时,应及时处理,不能再次通电,以免烧坏保险丝。
(2)烙铁头带电
烙铁带电除前边所述的电源线错接在接地线的接线柱上的原因外,还有就是当电源线从烙铁芯接线螺丝上脱落后,又碰到了接地线的螺丝上,从而造成烙铁头带电。这种故障最容易造成触电事故,并损坏元器件,为此,要随时检查压线螺丝是否松动或丢失。如有丢失、损坏应及时配好(压线螺丝的作用是防止电源引线在使用过程中的拉伸、扭转而造成的引线头脱落)。
(3)烙铁头不“吃锡”
烙铁头经长时间使用后,就会因氧化而不沾锡,这就是“烧死”现象,也称作不“吃锡”。当出现不“吃锡”的情况时,可用细砂纸或锉将烙铁头重新打磨或锉出新茬,然后重新镀上焊锡就可继续使用。
(4)烙铁头出现凹坑
当电烙铁使用一段时间后,烙铁头就会出现凹坑或氧化膜蚀层,使烙铁头的刃面形状发生了变化。遇到此种情况时,可用锉刀将氧化层及凹坑锉掉,然后镀上锡,就可以重新使用了。
(5)为延长烙铁头的使用寿命,必须注意以下几点:
①经常用湿布、浸水海绵擦拭烙铁头,以保持烙铁头良好的挂锡,并可防止残留助焊剂对烙铁头的腐蚀。
②进行焊接时,应采用松香或弱酸性助焊剂。
③焊接完毕时,烙铁头的残留焊锡应该继续保留,以防止再次加热时出现氧化层。
 公安备案号 50011202501662
公安备案号 50011202501662