《普通钳工》 | 第二章 认识普通钳工(第三节 钳工常用量具)
一、概述
1.量具类型
量具是用来测量零件尺寸、零件形状、零件安装位置的工具。量具是保证零件加工精度和产品质量的重要因素。根据其用途和特点,量具可分为3种类型。
标准量具:如量块等。如图2.7所示,就是量块的一种规格。

图2.7 量块
专用量具:如卡规、塞规等。如图2.8所示,就是塞规、卡规的一种形式。

图2.8 专用量具
万能量具:如游标卡尺、千分尺、百分表等,如图2.9所示。

图2.9 万能量具
2.长度测量单位
测量就必须有单位,在我国的法定计量单位中,长度的基本单位是米,而在机械制造企业中常用的基本长度单位是毫米。目前,我国常用的长度单位名称和代号见表2.1。
在实践工作中,还会遇到英制尺寸。在机械制造中,英制尺寸以英寸为基本长度计量单位,1英寸=25.4毫米。
3.量具的技术性能指标
量具的技术性能指标很多,这里,只讲常用的两个。
(1)分度值
分度值(又叫刻度值)是量具每一刻度间距所代表的被测量的数值。例如,中学生常用的三角板,其分度值是1毫米。
(2)测量范围
测量范围是量具的被测量的最小值到最大值的范围。例如,中学生常用的100毫米的直尺,其测量范围是100毫米。
4.读数
任何量具读数时,眼睛必须正对读数值,不能偏斜。
5.钳工常用量具
钳工常用量具有钢直尺、游标卡尺、高度游标卡尺、千分尺、刀口尺、塞尺、直角尺、百分表等,本书简要介绍钢直尺、游标卡尺、高度游标卡尺、刀口尺、塞尺、直角尺。
二、钢直尺
钢直尺是一种简单的量具,如图2.10所示。

图2.10 钢直尺
尺面上刻有公制或英制两种,公制钢直尺的分度值是1毫米,常用规格有150毫米、200毫米、300毫米、500毫米等,它主要用来测量长度尺寸,也可以用做划直线时的导向工具,如图2.11所示。
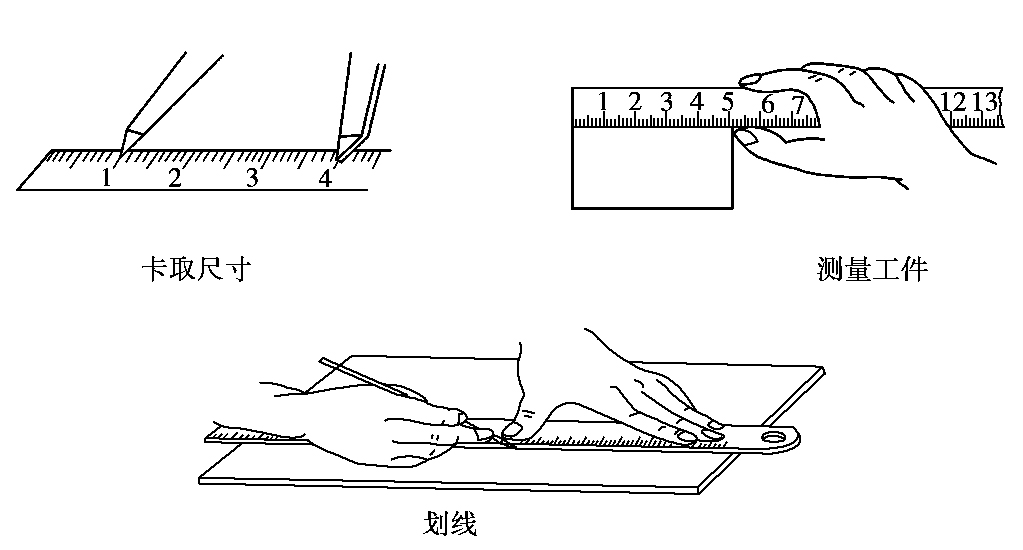
图2.11 钢直尺用途
钢直尺使用时必须经常保持良好状态,尺身不能弯曲,尺端尺边不能损伤,且相互垂直。
三、游标卡尺
游标卡尺是一种中等精度的量具,是利用主尺与游标相互配合进行测量和读数的量具,其结构简单,操作方便,维护保养容易,在机加工中用得较广。
1.游标卡尺的结构及各部分名称
游标卡尺的外形结构种类较多,图2.12所示是常用的带有深度尺的游标卡尺。
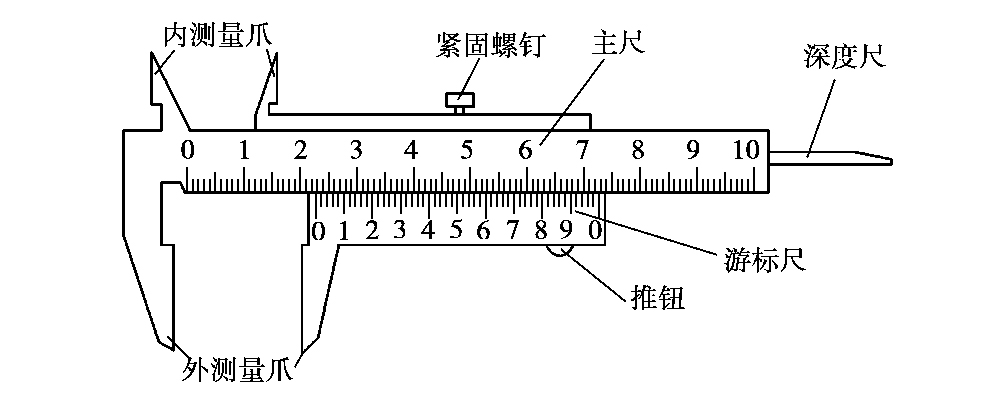
图2.12 游标卡尺结构(分度值是0.02毫米)
2.游标卡尺的类型
根据游标卡尺的分度值,游标卡尺有3种:分度值是0.1毫米的游标卡尺(游标为10个刻度)、分度值是0.05毫米的游标卡尺(游标为20个刻度)、分度值是0.02毫米的游标卡尺(游标为50个刻度)。
3.游标卡尺的用途
游标卡尺可以测量外尺寸、内尺寸、深度等。如图2.13所示。
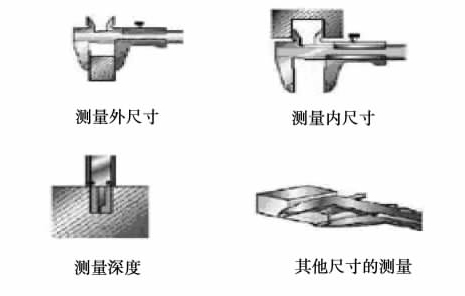
图2.13 游标卡尺部分用途
4.游标卡尺的读数
(1)整数部分:游标零刻线左边主尺上的读数。
(2)小数部分:游标尺上第几条刻度线与主尺上的某刻线对齐,这“第几条刻度线”的“几”换成数字乘以卡尺的分度值。
(3)结果:结果=整数部分+小数部分。
(4)例题:分度值为0.1毫米的卡尺,测量某一工件,其读数形式如图2.14所示。
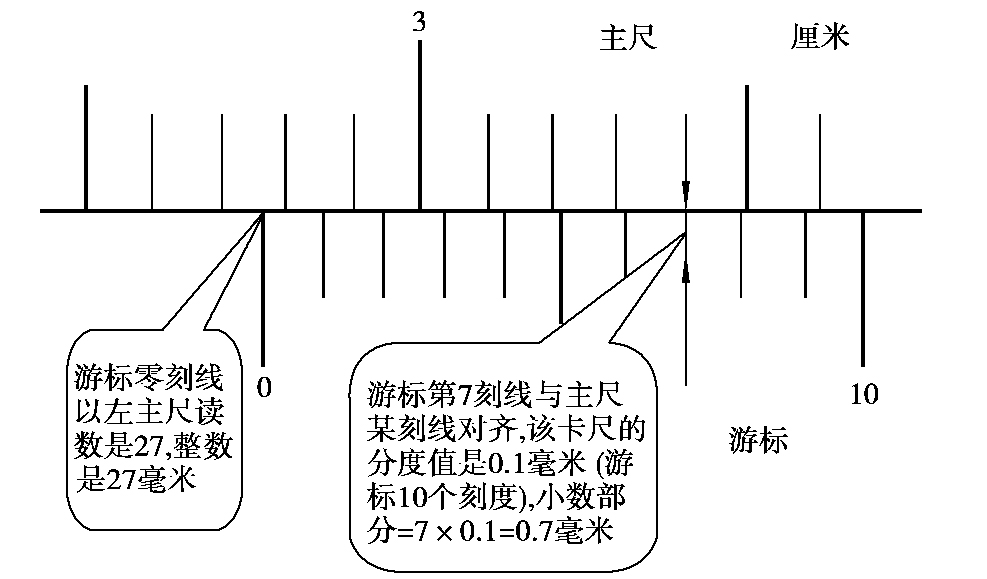
图2.14 游标卡尺的读数
则其结果=27+0.7=27.7毫米
如果游标尺与主尺没有刚好对齐的刻线,则选游标尺与主尺上某刻线最接近的那条刻线(指游标尺的刻线)是多少,小数部分仍是“多少”的数值乘以卡尺的分度值。
5.游标卡尺其他读数示例
如图2.15所示。
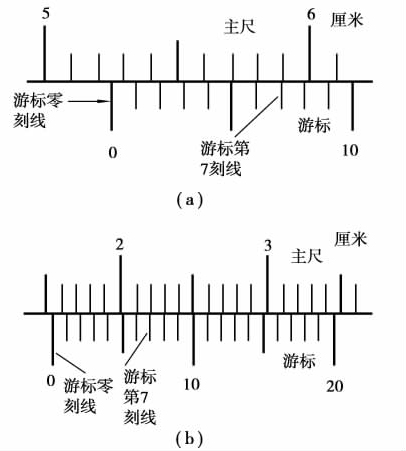
图2.15 游标卡尺读数示例
在图2.15(a)中,游标零刻线的左边,主尺的读数52毫米,主尺某刻线与游标第7刻线最接近,小数部分是7x0.1=0.7毫米,则其读数是52+0.7=52.7毫米。
在图2.15(b)中,游标为20分度,则其分度值是0.05。游标零刻线的左边,主尺的读数15毫米,主尺某刻线与游标第7刻线最接近,小数部分是7x0.05=0.35毫米,则其读数是15+0.35=15.35毫米。
6.游标卡尺的测量步骤
(1)选合适的游标卡尺。根据被测工件尺寸的大小,选用合适规格的游标卡尺。
(2)清洁。擦净工件的被测量面和游标卡尺两测量爪。不要划伤游标卡尺的测量爪。
(3)对零。测量工件前,将游标卡尺的两测量爪合拢,游标卡尺的游标零刻线与主尺零刻线应对正,否则,应送有关部门修理。如图2.16所示。
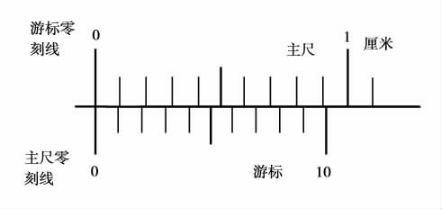
图2.16 游标卡尺对零
(4)测量。调整游标卡尺两测量爪的距离,大于工件被测尺寸。左手持工件,右手握游标卡尺,缓缓移动游标尺,游标卡尺的测量爪将要接触工件时,慢慢移动游标尺或用微调装置。切忌测量爪与工件发生碰撞。多测几次,取它们的平均数作为测量的最后值。
7.游标卡尺维护保养
(1)按游标卡尺操作规程使用。
(2)禁止把游标卡尺当扳手、划线工具、卡钳、卡规使用。
(3)不能使用游标卡尺测量毛坯件。
(4)游标卡尺损坏后,应送有关部门修理,并经检验合格后才能使用。
(5)不能在游标卡尺尺身处做记号或打钢印。
(6)游标卡尺不要放在带磁场的物件附近。
(7)游标卡尺及量具盒应平放。
四、高度游标卡尺(高度规)
高度游标卡尺如图2.17所示。
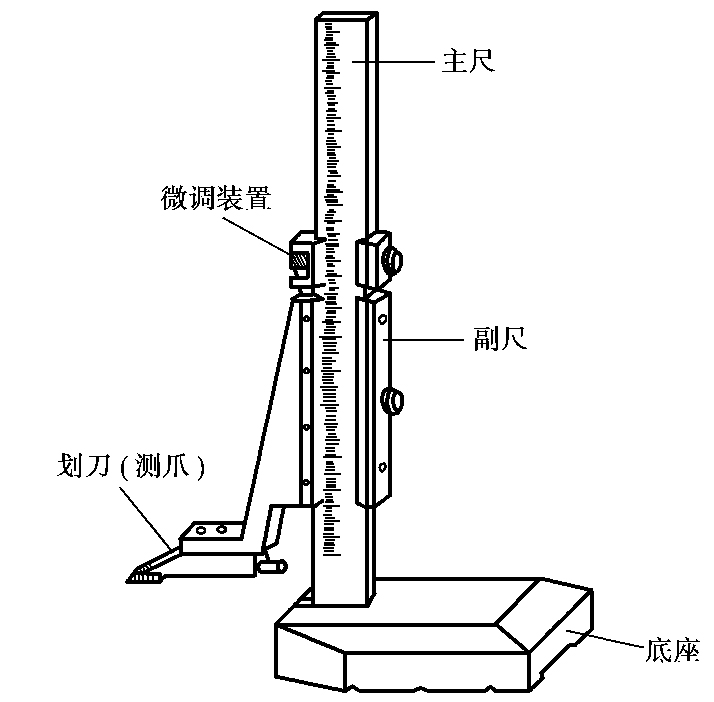
图2.17 高度游标卡尺
高度游标卡尺主要用于测量工件的高度和划线用,但一般限于半成品加工。其读数原理与游标卡尺相同。
下面讲一下其划线功能。
1.调高度
划线前,根据工件的划线高度,调好高度游标卡尺刻度,锁紧,如图2.18所示。
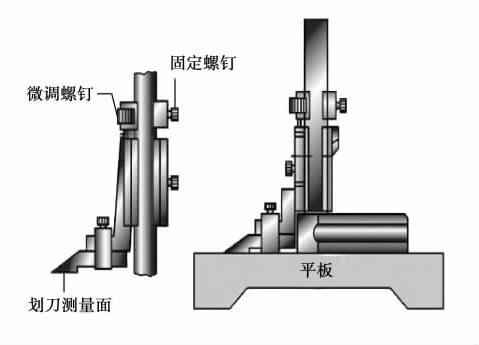
图2.18 高度游标卡尺对零(调高度)
2.划线
如图2.19所示,用高度游标卡尺划直线。
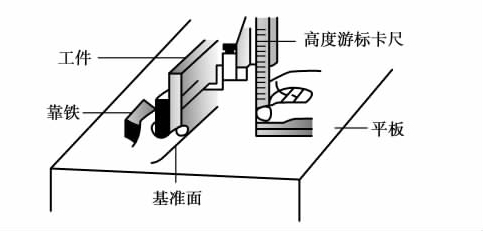
图2.19 高度游标卡尺划线
注意:在划线时,应使划刀垂直于工件表面,一次划出。
五、刀口尺
刀口尺如图2.20所示,主要用来测量工件表面的直线度、平面度(直线度、平面度的概念见丛书之一的《检验工》)。

图2.20 刀口尺
六、塞尺
塞尺如图2.21所示。它是用来检测两个接合面之间间隙大小的量具,由不同厚度的金属薄片组成。

图2.21 塞尺
使用塞尺时,根据间隙的大小,可用一片或数片叠合在一起插入间隙内。如用0.4毫米的塞尺能插入工件间隙,用0.45毫米的塞尺不能插入工件间隙,说明工件间隙在0.4~0.45毫米之间。
塞尺的片有的很薄,易弯曲和折断,测量时不能用力太大,不能测量温度较高的工件。
塞尺属于定性测量(不能读出具体的数值,叫定性测量。如塞尺、刀口尺等的测量;能读出具体的数值,叫定量测量。如游标卡尺等的测量)。
七、直角尺
直角尺如图2.22所示。
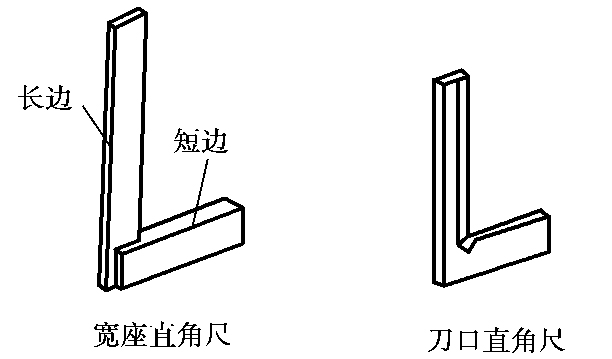
图2.22 直角尺
直角尺主要用于定性测量工件的垂直度(垂直度的概念见丛书之一的《检验工》)。测量方法如图2.23所示。
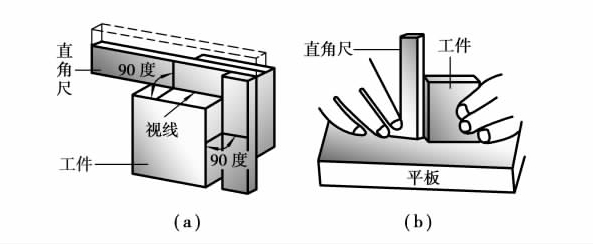
图2.23 直角尺的用途
在图2.23中,图2.23(a)是以直角尺为基准,检测工件上面和右面的垂直度;图2.23(b)是以平板为基准,检测工件侧面的垂直度。
八、量具的维护和保养
(1)测量前应将量具的测量面和工件被测量爪擦拭干净,以免脏物影响测量精度和加快量具磨损。
(2)根据精度、测量范围、用途等选择量具,测量时,不允许超出测量范围。
(3)量具在使用过程中,不要和工具、刀具放在一起,以免碰坏。
(4)机床开动时,不要用量具测量工件。
(5)温度对量具精度的影响很大,因此,量具不应放在热源附近,以免受热变形。
(6)量具用完后,应该及时擦拭干净,涂油,放在专用盒中,保持干燥,以免生锈。
(7)精密量具应该按时定期鉴定、保养和检修。
 公安备案号 50011202501662
公安备案号 50011202501662