《机加检验工》 | 第三章 认识零件图上的技术要求 第二节 尺寸公差
本节要回答图样中的尺寸问题,回答图1.1中的:
显然,该尺寸由三部分组成,它们的含义如下:
1.基本尺寸
Φ32就是基本尺寸,基本尺寸是设计者设计时给定的尺寸。具有配合关系的轴、孔,其配合部分的基本尺寸相等。
2.上偏差
+0.027就是Φ32的上偏差。上偏差是设计者设计时给定。
3.下偏差
-0.002就是Φ32的下偏差。下偏差是设计者设计时给定。
上偏差、下偏差统称极限偏差,它们可以是正值、负值、零。国家规定:孔的上偏差代号为ES。
孔的下偏差代号为EI。
轴的上偏差代号为es。
轴的下偏差代号为ei。
在机械的符号中,一般用小写字母表示轴,用大写字母表示孔。
二、尺寸的有关术语及其含义
与基本尺寸有关的尺寸术语有:
1.尺寸公差
尺寸公差简称公差。它是上偏差减去下偏差的绝对值。
Φ35的公差为:+0.027(-0.002)=0.029。
2.极限尺寸
允许尺寸变化的两个界限值。
3.最大极限尺寸
最大极限尺寸=基本尺寸+上偏差。
Φ32的最大极限尺寸为:Φ32+0.027=Φ32.027
4.最小极限尺寸
最小极限尺寸=基本尺寸+下偏差
Φ32的最小极限尺寸为:35+(-0.002)=Φ34.998
5.实际尺寸
零件实际测量所得的尺寸。零件的实际尺寸,如在最大极限尺寸与最小极限尺寸之间,则该尺寸就是合格的;零件的实际尺寸,如没在最大极限尺寸与最小极限尺寸之间,即零件的实际尺寸大于最大极限尺寸,或小于最小极限尺寸,则该尺寸就不合格。
作为机加工检验,就是要能判断零件的实际尺寸是否在最大极限尺寸与最小极限尺寸之间,如在,该零件就是合格的;如不在,该零件就是不合格的。如能对不合格的零件,提出整改措施,就更好。
6.公差带图及公差带
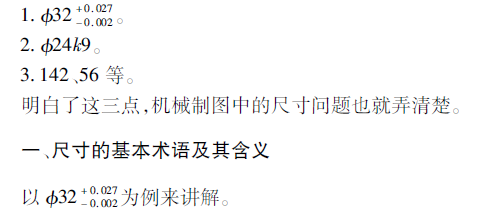
Φ32及其上、下偏差,也可采用如图3.2(a)的形式表达。即用一条直线代表基本尺寸Φ32,零线的上、下方(包括零线)代表偏差,正偏差在零线的上方,负偏差在零线的下方,零偏差长方形的上边代表其上偏差,小长方形的下边代表其下偏差。像这样的图就叫做公差带图,上、下偏差的两条直线所限定的区域,就叫做公差带。
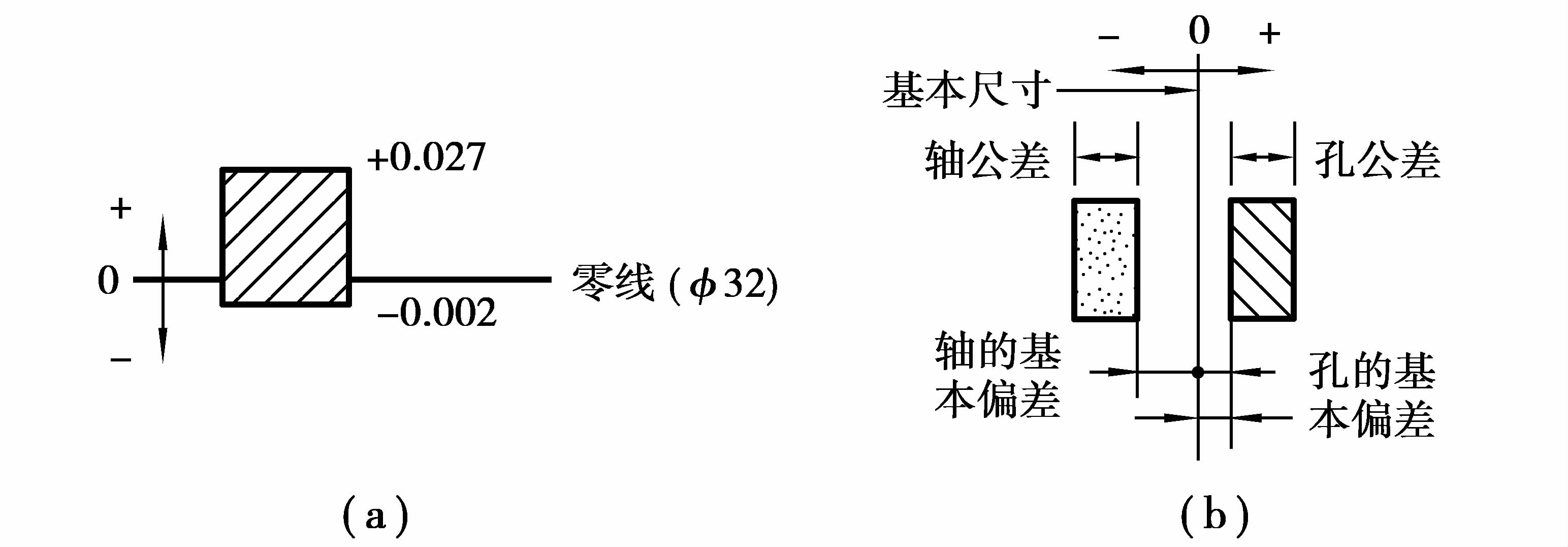
图3.2 Φ32的公差带图及公差带图
(a)Φ32的公差带图(b)公差带图
国家规定:孔的公差带图,用斜线表示;轴的公差带图,用点表示,如图3.2(b)所示。
7.标准公差
用以确定公差带大小的任一公差。国家规定,对于一定的基本尺寸,其标准公差共有20个等级,即IT01、IT02、IT1、IT2、IT3、IT4、IT5至IT18,“IT”表示标准公差,后面的数值表示公差等级。数值越大,零件精度越低;数值越小,零件精度越高。
8.基本偏差
某尺寸的公差带图中,靠近零线的那个偏差,就是它的基本偏差。如图3.2中,-0.002就是Φ32的基本偏差。
国家规定,对于孔和轴的每一基本尺寸规定了28个基本偏差。基本偏差的代号用一个或两个拉丁字母表示,大写的拉丁字母代表孔,小写的拉丁字母代表轴。
现在,我们就可来看看图1.1中的尺寸Φ24k6的含义:
基本尺寸是Φ24,基本偏差是k,公差等级是6级,F9叫公差代号。
弄懂了Φ24k6的含义,就可在“孔的极限偏差表(QB/T1800.4—1999)”中,查其上、下偏差,查得其上、下偏差分别是0.015毫米、0.002毫米。
作为机加工检验,要能根据基本尺寸及其公差代号,查其上、下偏差。一般的《机械制图》都有“孔和轴的极限偏差表”。
9.自由公差
图1.1中的尺寸:142、56等,也有上、下偏差,叫自由公差,可查有关表,得其上、下偏差。
 公安备案号 50011202501662
公安备案号 50011202501662