《铣工》 | 第二章 认识铣工 第六节 铣削方式
一、周铣和端铣
(1)周铣
铣刀圆周上的切削刃,进行铣削的方式叫周铣。如图2.48(a)所示。铣刀的圆柱度直接影响铣削平面的平面度。
(2)端铣
铣刀端面上的切削刃,进行铣削的方式叫端铣,如图2.48(b)所示。铣床主轴轴线与进给方向的垂直度直接影响铣削平面的平面度。
端铣的生产率和铣削质量都比周铣高,因此,铣削平面一般采用端铣。
二、顺铣和逆铣
铣削时,根据铣刀旋转方向与工件移动方向的相互关系,可分为顺铣和逆铣两种方式。周铣时的顺铣和逆铣如图2.49所示。
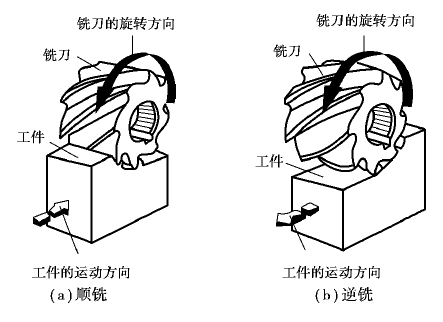
图2.49 周铣时的顺铣和逆铣
(1)顺铣
工件的进给方向与铣刀的旋转方向一致,如图2.49(a)所示。
(2)逆铣
工件的进给方向与铣刀的旋转方向相反,如图2.49(b)所示。
(3)顺铣与逆铣的比较
a.铣削厚度的变化。
顺铣:每齿的切削厚度是由其最大值变到零。
逆铣:每个刀齿的切削厚度是由零变到其最大值。加工过程中由于挤压与摩擦,会使工件加工表面的加工硬化现象更加严重,影响其加工质量,加快了刀齿后刀面的磨损。
b.工件受力情况比较。
顺铣:作用在工件上的垂直铣削分力向下,将工件压向工作台,有利于工件夹紧。
逆铣:作用在工件上的垂直铣削分力向上,有把工件从工作台上挑起的趋势,影响工件的压紧。
c.刀刃的质量。
顺铣:刀刃从工件外表面切入工件,表层的硬皮和杂质,易使刀具磨损和损坏。
逆铣:当铣刀中心进入工件端面后,刀刃没有从加工表面切入工件,工件表层的硬皮和杂质对刀刃影响小。
d.消耗在进给运动上的功率,逆铣大于顺铣。
e.顺铣时,工作台易产生间隙性窜动,导致刀齿折断;逆铣时,不会拉动工作台,对工作有利。
尽管顺铣的优点比逆铣多,但周铣时,一般采用逆铣;只有当加工不易夹紧,或长而薄的工件时,才采用顺铣;有时,为改善铣削质量而采用顺铣时,必须调整工作台与丝杆之间的轴向间隙,使其控制在0.01~0.04毫米。
三、端铣时的对称铣削和不对称铣削
根据铣刀和工件的相对位置,端铣的铣削方式分为对称铣削和不对称铣削,如图2.50所示。
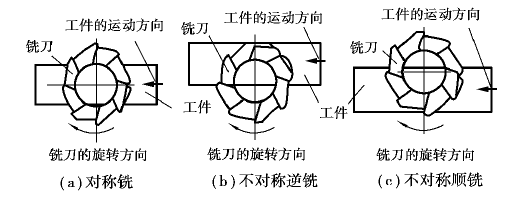
图2.50 对称铣削和不对称铣削
(1)对称铣削
铣削层宽度在铣刀轴线两边各一半,刀齿切入与切出的切削厚度相等,叫对称铣削,如图2.50(a)所示。铣刀的进刀部分(左半部分)是顺铣;铣刀的出刀部分(右半部分)是逆铣。
对称铣削方式,会使工作台横向产生窜动,所以,铣削前必须紧固横向工作台。
对称铣削方式主要用在加工短而宽或较厚的工件。
(2)不对称铣削
铣削层宽度在铣刀轴线的一边,刀齿切入与切出的切削厚度不相等,叫不对称铣削。不对称铣削分为不对称逆铣和不对称顺铣两种方式,分别如图2.50(b)和2.50(c)所示。不对称顺铣,有可能拉动工作台,一般不采用;不对称逆铣,可延长刀具的寿命,端铣一般采用此方式。
 公安备案号 50011202501662
公安备案号 50011202501662