《冲压工》 | 第三章 压力机及辅助设备 第二节 辅助设备
一、剪床的作用、类型及剪裁
1.剪床的作用和类型
冷冲压所用的金属板料都是由板料生产厂家供应的尺寸较大的板材,或成卷的带料。通常都要根据排样要求裁剪成所需要的不同宽度的条料或卷材后,才能进行冲压加工。
另外,为了节约材料,有时可购买冲裁了较大工件的边角料来重复使用。例如,汽车冲裁件的边角料,可用于冲裁摩托车零件;冲了锅的不锈钢板材的边角料,重复使用,可用于冲裁板料。因此,剪裁往往是冲压加工的第一道工序。
下料的常用设备就是剪板机(剪床),剪板机有人力剪板机和机动剪板机。人力剪板机如图3.17 所示。
机动剪板机实际上就是特殊的曲柄压力机,只是刀片相对位置不同而已。它有平刃剪床、斜刃剪床、圆盘剪切机及振动剪切机等。目前,使用最广泛的是平刃剪床和斜刃剪床。
2.平刃剪板机
平刃剪板机的上下刀片口是平行状。它在剪切时,整个刀刃同时与板材接触,使其分离,因此,需要较大的剪刀力,剪切质量较好。其剪切示意图如图3.18所示。
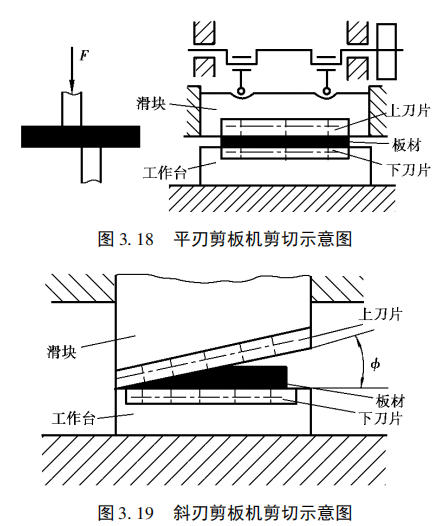
3.斜刃剪板机
斜刃剪板机的上下刀片刃口呈一定角度,一般为1° ~3°。它在剪切时,比较省力,因此,使用较为广泛。但剪窄板时,扭曲现象严重。其剪切示意图如图3. 19所示。
二、剪板机的规格型号
剪板机的代号为Q,规格大小以能剪裁板料的最大宽度和厚度表示,如Q11—6x2 500,表示厚度为6毫米,最宽为2500毫米,如图3.20所示。
另外,在实际工作时,如果是对条料、管料等型材进行压形,下料还需要切割机。切割机结构简单、实用性强、使用广泛。切割机如图3. 21所示。

三、冲压设备的选择
设备类型的选择,主要是根据所需要完成的冲压工艺性质、生产批量、冲压件的尺寸及精度要求等。
中小型的冲裁件、弯曲件或拉深件,主要选用开式单柱(或双柱)的机械压力机;大中型冲压件,多选用双柱闭式的机械压力机,包括通用压力机、专用挤压压力机、精压机及双动拉深压力机等。
大批量生产中,尽量选用高速压力机或多工位自动压力机;在小批量生产中,尤其是对于大型厚板件的成形工序,多采用液压机。
摩擦压力机的结构简单、造价低、行程不固定。在冲压件的校平或整形时,不会因为板料厚度的波动而引起设备或模具的损坏,因而在小批量生产中,摩擦压力机常用来进行弯曲、成形、校平和整形等工作。
对于薄板冲裁和精密冲裁等,应注意选择刚度和精度高的压力机,以保证模具精度和冲压件质量。对于校正弯曲、整形、挤压等冲压工艺,选择刚度好的机械压力机,以提高冲压件的尺寸精度。
 公安备案号 50011202501662
公安备案号 50011202501662