《冲压工》 | 第一章 冲压工的职场安全 第二节 安全生产要求
冷冲压生产具有效率高、质量好、质量小和成本低等优点。但由于冷冲压生产所采用的设备是曲柄压力机,滑块行程次数高、操作频繁动作单一重复,加之噪声和振动的影响,使操作工人极易疲劳,造成精力分散,稍不慎便会造成伤、残事故。因此,在冷冲压生产中,防止发生人身、设备和模具损坏事故,一直是冷冲压技术人员研究的课题。
一、冷冲压发生事故的原因及预防措施
冲压生产发生事故的原因很多,简单地归纳起来主要有以下4个原因:
1.操作者的原因
不能正确操作设备,操作者除了严格遵守上述要求外,还应充分了解操作设备的性能和结构,做到正确使用和保养设备。
2.模具的原因
模具结构设计不合理,或者是模具制造不符合要求,模具的安装调整不当。因此,必须严格按照国家标准设计、制造和验收。在模具的安装调整过程中,要一丝不苟,做到仔细、正确、牢固、可靠。在使用过程中,随时检查并调整模具。
3.设备的原因
冲压压力机状态不良,使用中造成动作误作,或压力机构性能老化,动作不可靠。为防止发生安全事故,应加强设备的保养和维修,使设备处于良好的技术状态。此外,还应加强设备的改造,换代先进的设备,配以先进的模具是防止发生事故的重要措施之一。
4.环境的原因
车间的作业环境,噪声太大、温度过高及车间的照明设施不好,都会造成操作工人疲劳、精力不集中而发生安全事故。为保证操作者有良好的工作环境,车间的噪声、环境温度及共位器具的摆放和照明均应符合国家有关规定。
二、冲模的安全措施
为防止发生冷冲压安全事故,除在压力机上配制必要的安全设施外,这里着重介绍冷冲模方面常见的安全措施。
1.冲模结构的安全措施
冲模结构的安全措施主要是指冲模各零件的结构和冲模装配完后,有关零件的相关尺寸及冲模运动零件的可靠性等方面的安全措施。
图1.1至图1.7是一些常见冲模结构的安全措施。
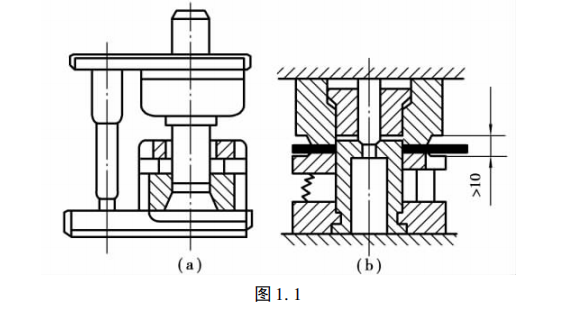
(1)凡与模具工作需要无关的角部都应倒角或有一定的铸造圆角,以避免划伤或碰伤操作工人,如图1.1(a)所示。
(2)在卸料板与凹模之间做成凹槽或斜面,并减少卸料板前后的宽度,如图1.1(b)所示。
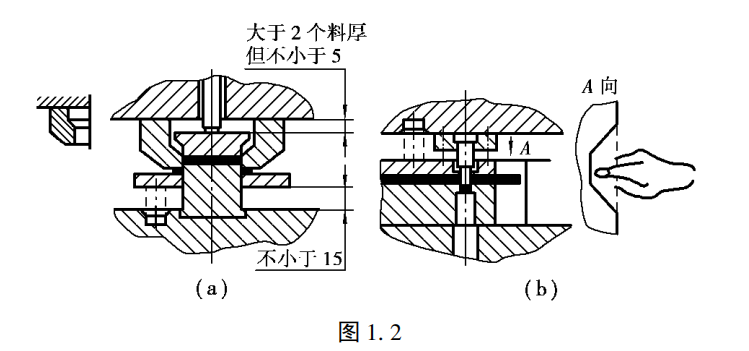
(3)冲模闭合时,顶件器上部空隙应不小于5毫米,如图1.2(a)所示。
(4)为了操作安全与取件方便,冲模上应开设空手槽,如图1.2(b)所示。
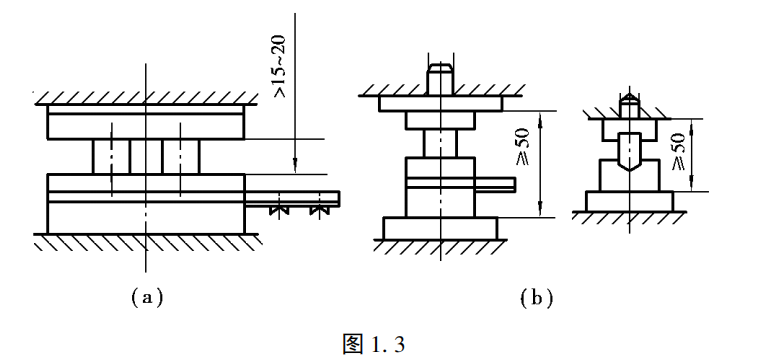
(5)为避免压手,卸料板与凸模固定板之间应有足够的间隙,一般不小于15~20毫米,如图1.3(a)所示。
(6)在压力机上使用的模具,从下模座上平面至上模座下平面,或压力机滑块底平面的最小间距应不小于50毫米,如图1.3(b)所示。
(7)为了避免使用过程中,顶件器损坏而下落造成事故,必要的部位应设置防松装置,如图1.4(a)所示。
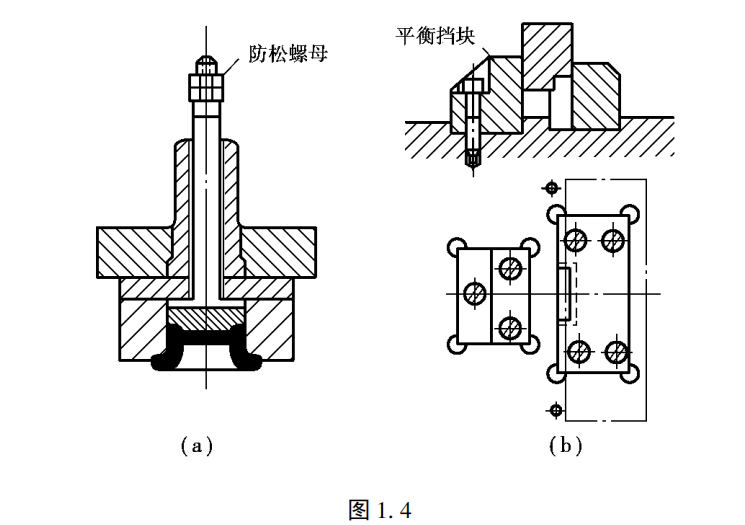
(8)单面冲裁时,应尽量将凸模的突起部分和平衡挡块安排在模具的后面,如图1.4(b)所示。以上列举的实例只是冷冲模结构上的一些常用安全措施,其他结构安全措施可参阅有关技术安全资料,设计时应尽量按国家标准设计或选用。
2.冲模的其他安全措施
(1)手工操作时,在不妨碍观察工作的情况下,在与手接触较多的模具可动部分等危险处应加装防护板或防护套筒,如图1.5所示。

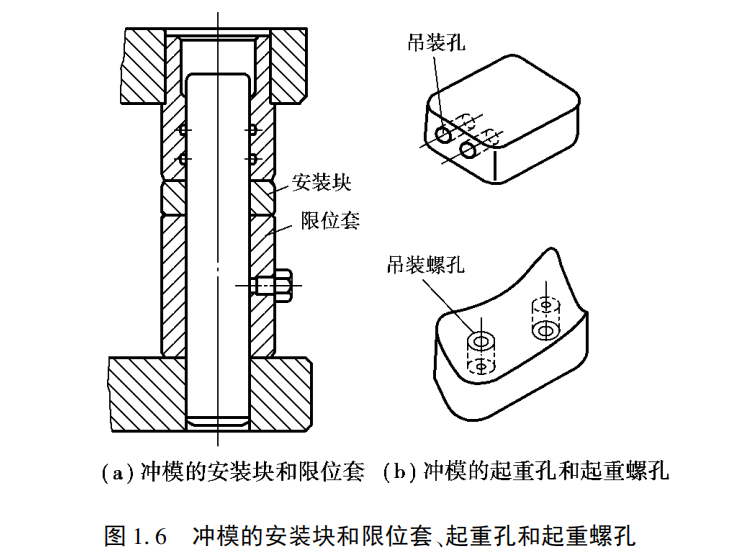
(2)大型模具应设置安装块和限位套,以方便模具的安装与调整,模具存放时,也能保护模具,限位套还能防止模具过早磨损,如图1.6(a)所示。
(3)模具零件重量超过25千克时,都应设置起重孔和起重螺孔,如图1.6(b)所示。
(4)对于大中型冲模,模座上设置的起重腿应放在长度方向上,如图1.7所示。

(5)冷冲模手工操作时,必须使用安全工具,如镊子钳、电磁吸铁和撬棍等,尽量减少人手进入工作区。
作者:饶传锋 李黎 董代进 胡云翔
 公安备案号 50011202501662
公安备案号 50011202501662